Viktige punkter å vite om rustfritt stål smidd
1. Hva er det?
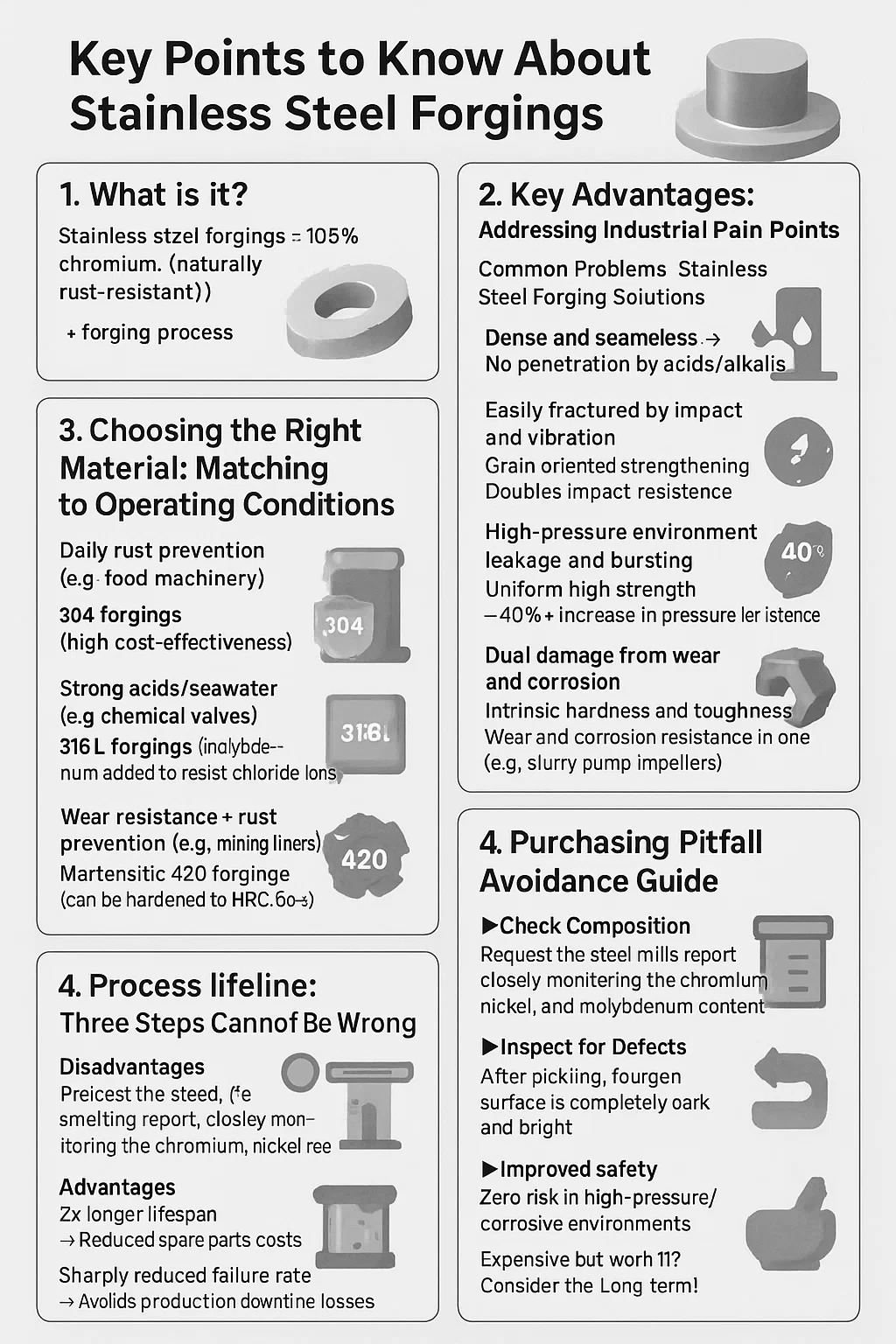
Smie i rustfritt stål = Rustfritt stål (inneholder ≥10,5 % krom, naturlig rustbestandig) smiingsprosess (høytemperaturhamring).
Kjerneverdier:
▶Tettere enn støpegods (smiing eliminerer porøsitet og sprekker)
▶Sterkere og tøffere enn maskinerte deler (bevarer metallstrømningslinjer)
2. Viktige fordeler: Adressering av industrielle smertepunkter
Vanlige problemer: Smiing i rustfritt stål Løsninger
Korrosjonsindusert perforering av deler: Tett og sømløs → Ingen penetrering av syrer/alkalier
Lett brudd ved støt og vibrasjon: Kornorientert forsterkning → Dobler slagfasthet
Høytrykksmiljølekkasje og sprengning: Ensartet høy styrke → 40 % økning i trykkmotstand
Dobbel skade fra slitasje og korrosjon: Egen hardhet og seighet → Slitasje- og korrosjonsmotstand i ett (f.eks. slurrypumpehjul)
3. Velge riktig materiale: samsvarer med driftsforholdene
Daglig rustforebygging (f.eks. matmaskiner) → 304 smiing (høy kostnadseffektivitet)
Sterke syrer/sjøvann (f.eks. kjemiske ventiler) → 316L smiing (molybden tilsatt for å motstå kloridioner)
Slitasjebestandighet rustforebygging (f.eks. gruveforinger) → Martensitic 420 smiing (kan herdes til HRC) 50 ) Høytrykkskorrosjon (f.eks. undersjøiske flenser) → Duplex 2205 smiing (dobbel forbedring av styrkekorrosjonsbestandighet)
4. Prosess livslinje: Tre trinn kan ikke være feil
▶Oppvarming og temperaturkontroll:
304 stål må ikke kjøles sakte mellom 500-850 ℃ (ellers faller rustmotstanden sammen)
Martensittisk stål som stopper smiing temperatur ≥950 ℃ (lavtemperatursmiing vil sprekke)
▶Kjøling etter smiing:
Austenittisk stål (f.eks. 316L) → hurtigkjøling av vannavkjøling (hoppe over den farlige temperatursonen)
Martensittisk stål (f.eks. 420) → langsom nedkjøling i sand (rask avkjøling vil uunngåelig sprekke)
▶Overflatebehandling:
Syrebeising og passivering er sjelen! Å danne en kromoksidfilm dobler rustmotstanden.
5. Veiledning for å unngå kjøpsfall
▶Sjekk sammensetning:
Be om stålverkets smelterapport, og overvåk nøye innholdet av krom, nikkel og molybden (selv en reduksjon på 0,5 % reduserer ytelsen drastisk).
▶Inspiser for mangler:
Etter beising skal overflaten være helt hvit og lys uten svarte flekker (svarte flekker indikerer potensiell korrosjon). Ultralydtesting skal ikke vise defekter større enn 2 mm (nødvendig for høytrykkskomponenter).
▶Sjekk produsenten:
Velg en leverandør med kapasiteter som dekker hele prosessen fra stålproduksjon til smiing til varmebehandling. Avvis produkter uten permanent stålstempel (inkludert klasse/ovnsnummer/batchnummer).
6. Dyrt, men verdt det? Vurder det langsiktige!
Ulemper: Pris 30 % høyere enn støpegods, lengre leveringstid (minst 2 uker).
Fordeler:
▶2 ganger lengre levetid → Reduserte reservedelskostnader
▶Stort redusert feilfrekvens → Unngår tap av produksjonsstans
▶Forbedret sikkerhet → Null risiko i høytrykks-/korrosive miljøer