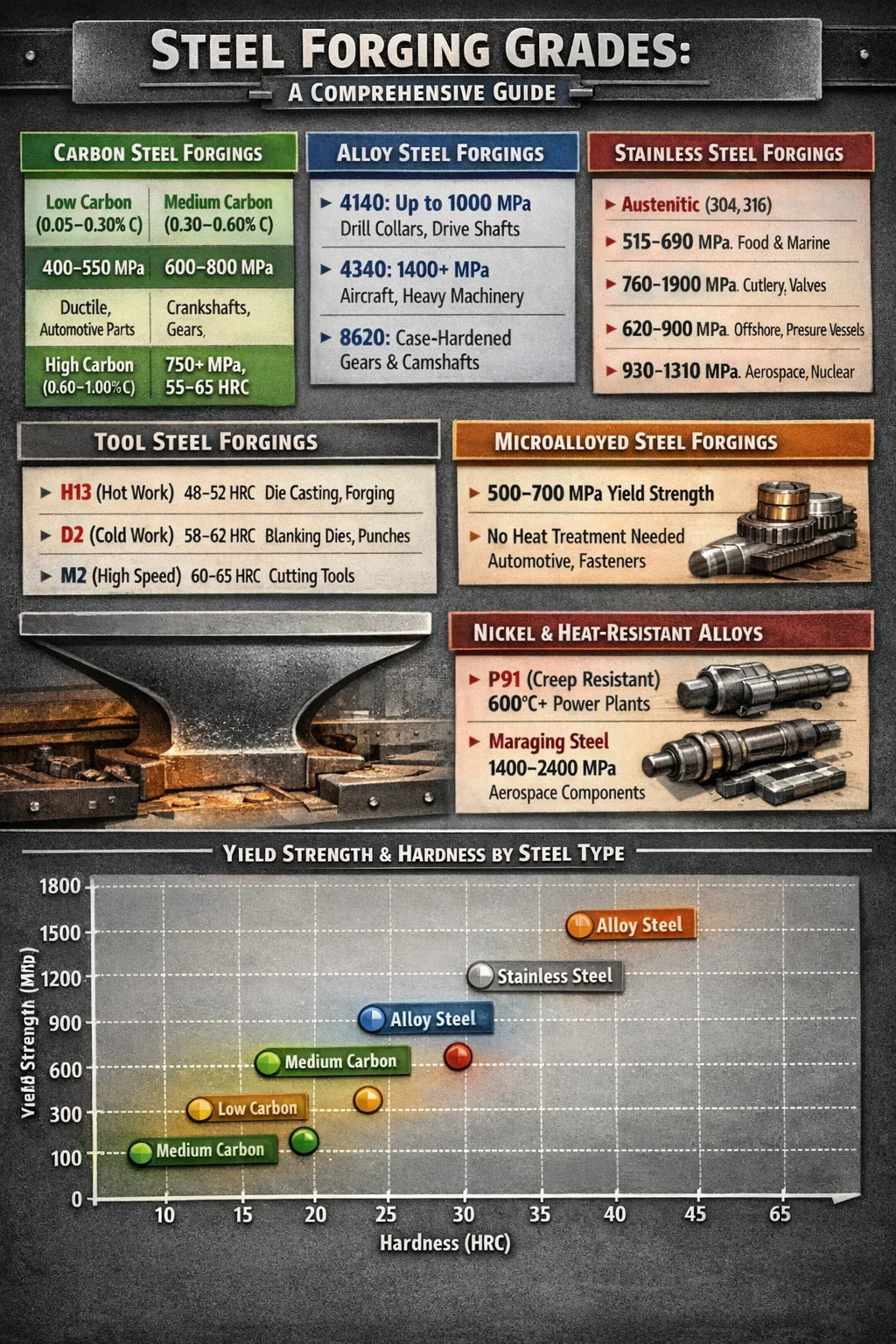
Stålsmiing er en av de eldste og mest pålitelige metallbearbeidingsprosessene innen produksjon. Det korte svaret på hvilke typer smistål som finnes: karbonstål, legert stål, rustfritt stål, verktøystål og mikrolegert stål er de fem hovedkategoriene som brukes i industriell stålsmiing. Hver type oppfyller særskilte mekaniske og miljømessige krav, og å velge feil kan føre til for tidlig feil, sikkerhetsfarer eller unødvendige kostnadsoverskridelser.
Denne oversikten dekker hver kategori i dybden - hva som gjør dem forskjellige, hvor de yter best, og hvordan tallene faktisk ser ut når du sammenligner flytestyrke, hardhet og bruksområde.
Smiing av karbonstål: Industriens arbeidshest
Karbonstål står for størstedelen av all produksjon av stålsmiing globalt. Det er klassifisert i tre undergrupper basert på karboninnhold, og den karbonprosenten har en direkte og målbar effekt på styrke, hardhet og duktilitet.
Lavkarbonstål (0,05 % – 0,30 % C)
Smiing av lavkarbonstål er svært duktil og lett å forme. Strekkfasthet varierer vanligvis fra 400 til 550 MPa. Disse smidingene brukes ofte til strukturelle komponenter, karosserideler til biler og bolter for generelle formål. De reagerer ikke godt på varmebehandling for herding, men kan lett sveises og maskineres.
Middels karbonstål (0,30 % – 0,60 % C)
Dette er den mest smidde serien. Middels karbonkvaliteter som AISI 1040 og AISI 1045 gir en sterk balanse mellom styrke og seighet. Varmebehandling kan presse flytegrensen over 600 MPa. Bruksområder inkluderer veivaksler, koblingsstenger, aksler, gir og jernbanekomponenter. AISI 1045 er uten tvil den mest spesifiserte middels karbonstål-smiingskvaliteten i generell maskinteknikk.
Høykarbonstål (0,60 % – 1,00 % C)
Høy karbon smiing gir overlegen hardhet og slitestyrke, men er mer sprø og vanskelig å jobbe med. De brukes til fjærer, skjæreverktøy, ståltau og skinnestål. Hardhetsverdier når rutinemessig 55–65 HRC etter passende varmebehandling, noe som gjør dem uegnet for slagtunge applikasjoner uten nøye designvurdering.
Legert stålsmiing: Forbedret ytelse gjennom kjemi
Legert stålsmiing inneholder bevisste tilsetninger av krom, molybden, nikkel, vanadium eller mangan utover mengdene som finnes i karbonstål. Disse tilleggene endrer herdbarhet, seighet ved høye temperaturer og motstand mot tretthet og korrosjon. Det totale innholdet av legeringselementer er typisk mellom 1 % og 5 %.
De vanligste smiingskvalitetene av legert stål inkluderer:
- 4140 (Cr-Mo stål): Strekkstyrke opp til 1000 MPa i bråkjølt og herdet tilstand. Brukes i olje- og gassborekrager, forsvarskomponenter og drivaksler til biler.
- 4340 (Ni-Cr-Mo stål): Et av de sterkeste legeringsstålene i vanlig bruk, med strekkstyrker på over 1400 MPa som kan oppnås gjennom varmebehandling. Finnes i flylandingsutstyr, kraftige veivaksler og høyytelsesakselaksler.
- 8620: En kasseherdingsgrad som er populær for gir og kamaksler der en tøff kjerne og hard overflate er nødvendig samtidig.
- EN36 og EN24: Vanlig i britiske/europeiske spesifikasjoner for tunge konstruksjonssmiinger som turbinaksler og kjernekraftverkskomponenter.
Fordelen med smiing av legert stål fremfor karbonstål er dybden av herdbarhet. En 4140 bar med 100 mm diameter kan gjennomherdes til en jevn mikrostruktur, mens et vanlig karbonstål med samme diameter vil vise et markant hardhetsfall fra overflate til kjerne.
Rustfritt stålsmiing: Korrosjonsmotstand under mekanisk belastning
Smie i rustfritt stål inneholder minimum 10,5 vekt% krom, som danner et passivt oksidlag som motstår oksidasjon og korrosjon. Smiingsprosessen foredler kornstrukturen til rustfritt stål på en måte som støping ikke kan replikere, og produserer komponenter med overlegen utmattingsstyrke og slagfasthet.
Hovedfamiliene som brukes i rustfritt stålsmiing er:
| Familie | Vanlige karakterer | Typisk strekkstyrke | Nøkkelapplikasjon |
|---|---|---|---|
| Austenittisk | 304, 316, 321 | 515–690 MPa | Kjemisk prosessering, matutstyr, marine |
| Martensittisk | 410, 420, 440°C | 760–1900 MPa | Bestikk, ventiler, pumpeaksler, kirurgisk verktøy |
| Tosidig | 2205, 2507 | 620–900 MPa | Offshore olje, avsalting, trykkbeholdere |
| Nedbør herdet | 17-4 PH, 15-5 PH | 930–1310 MPa | Luftfarts-, kjernefysiske ventiler med høy ytelse |
316L smiing av rustfritt stål er spesielt dominerende innen farmasøytisk og næringsmiddelforedling fordi det lave karboninnholdet minimerer sensibiliseringsrisikoen under sveising, og molybdentilsetningen (2–3 %) forbedrer gropmotstanden betydelig i kloridmiljøer. Duplekskvalitet 2205 tilbyr omtrent dobbelt så høy flytegrense på 316L, på rundt 450 MPa minimum, noe som muliggjør tynnere veggdesign og redusert komponentvekt uten at det går på bekostning av levetiden.
Verktøystålsmiing: Ekstrem hardhet for forming og skjæreapplikasjoner
Verktøystål er spesielt konstruert for å opprettholde hardheten og formen under ekstreme mekaniske påkjenninger, slitasje og varme. Når de produseres gjennom smiingsprosessen, utvikler verktøystål en raffinert, jevn kornstruktur som i betydelig grad varer lenger enn støpte eller valsede alternativer i krevende verktøyapplikasjoner.
Verktøystålssmiinger er gruppert etter AISI-klassifiseringssystemet:
- H-serien (Hot Work Tool Steel): Karakterer som H13 og H11 er formulert for å motstå mykning ved temperaturer over 500°C. H13 er den globale standarden for støpedyser, ekstruderingsverktøy og selve varmsmiingspresser. Den oppnår 48–52 HRC etter varmebehandling mens den opprettholder tilstrekkelig seighet for å overleve gjentatt termisk sykling.
- D-serien (Cold Work, High Chromium): D2 inneholder omtrent 12 % krom og 1,5 % karbon, noe som gir den eksepsjonell slitestyrke ved romtemperatur. Den brukes til blanking av dyser, formingsverktøy og stanser der dimensjonsnøyaktighet over svært høye produksjonskjøringer er kritisk.
- M-serien (Høyhastighetsstål): M2 og M42 beholder sin skjærekant ved temperaturer der karbonstålverktøy ville ha mistet all hardhet. Kombinasjonen av wolfram, molybden og kobolt gir M42 en varm hardhetsfordel som gjør den uerstattelig i bor, kraner, freser og brosjer.
- P-serien (Mold Steel): Designet for plastinjeksjonsformer, er P20 et av de mest brukte smidde formstålene. Den leveres vanligvis i forhåndsherdet tilstand ved 28–34 HRC, noe som eliminerer behovet for varmebehandling etter maskinering.
Smiing av verktøystål krever nøyaktig temperaturkontroll. H13, for eksempel, må smides mellom 1010°C og 1150°C og må avkjøles sakte etter smiing for å unngå sprekkdannelser. Feil smiepraksis introduserer gjenværende spenning og grove karbidnettverk som dramatisk reduserer seigheten.
Mikrolegert stålsmiing: Effektivitet i nesten nettform uten varmebehandling
Mikrolegerte stål – også kalt HSLA (High Strength Low Alloy) stål i smisammenheng – representerer en moderne ingeniørløsning som kombinerer formbarheten til karbonstål med styrkenivåer som tidligere krevde legert stål og varmebehandling etter smiing. Nøkkeltilsetningene er vanadium (0,05–0,15%), niob (0,02–0,05%) og titan, i svært små mengder som utfelles som fine karbider og nitrider under kontrollert avkjøling.
Den største kommersielle fordelen er at mikrolegert stålsmiing kan oppnå flytegrenser på 500–700 MPa uten bråkjøling og herding, noe som eliminerer et stort kostnads- og tidstrinn i produksjonssyklusen. Bilprodusenter har stort sett tatt i bruk mikrolegerte kvaliteter for koblingsstenger, veivaksler og styreknoker av akkurat denne grunnen.
Vanlige mikrolegerte smityper inkluderer 38MnVS6, 46MnVS3 og SAE 1548V. Disse kvalitetene er utformet slik at smioperasjonen og påfølgende kontrollert luftkjøling oppnår de endelige mekaniske egenskapene i en enkelt termisk syklus, og erstatter to separate ovnsoperasjoner. I høyvolumssmiing av biler betyr dette energibesparelser på opptil 30 % per del sammenlignet med herding-og-tempereringsruter.
En begrensning er at mikrolegert stål har smalere prosessvinduer enn konvensjonelt legert stål. Etterbehandlingssmiingstemperaturen må kontrolleres nøye – typisk mellom 900°C og 1050°C – for å sikre riktig nedbørsherding under avkjøling. Ethvert avvik fra målmikrostrukturen resulterer i uforutsigbare mekaniske egenskaper og potensiell avvisning av hele smikjøringer.
Nikkelbasert og varmebestandig stålsmiing for ekstreme miljøer
Utover standardklassifiseringene finnes det en spesialisert kategori av varmebestandige og nikkelbærende stålsmiinger for bruksområder der driftstemperaturer overstiger det konvensjonelle legeringsstål tåler. Disse inkluderer krypbestandige kvaliteter for kraftproduksjon og romfartsturbinskiver, samt maraging stål for strukturelle applikasjoner med ultrahøy styrke.
Krypbestandig stålsmiing
Kvaliteter som P91 (9Cr-1Mo-V) og P92 er mye brukt i smidde damprør, ventilhus og turbinhus i kull- og gasskraftverk som opererer ved temperaturer over 600°C. P91 smiing er utformet for å motstå kryp – den langsomme, tidsavhengige deformasjonen under vedvarende belastning ved høy temperatur – med en minimum krypbruddlevetid på 100 000 timer under driftsforhold. Deres krominnhold gir også oksidasjonsmotstand som vanlig karbonstål ikke kan matche over 450 °C.
Maraging Steels
Maraldrende stål inneholder 18 % nikkel og svært lavt karbon, som avledes av deres ekstreme styrke — flytegrenser fra 1400 til over 2400 MPa er oppnåelige — fra utfelling av intermetalliske forbindelser under aldringsvarmebehandling. Smidde komponenter av maraldrende stål brukes i romfartsrakettmotorhus, flystoppeutstyr og ultra-høystyrkeverktøy. Til tross for sin styrke forblir de rimelig tøffe og kan bearbeides før aldring mens de fortsatt er i en relativt myk tilstand.
Hvordan stålsmiingsprosessen påvirker materialegenskaper etter ståltype
Selve smiingsprosessen - enten åpen dyse, lukket dyse, ringvalsing eller isotermisk smiing - samhandler forskjellig med hver ståltype. Å forstå disse interaksjonene hjelper til med å forklare hvorfor materialvalg og prosessvalg ikke kan skilles.
Ved smiing av lukket formstål påføres høye deformasjonskrefter på et avgrenset emne, og produserer nesten nettformede deler med en kontinuerlig kornstrøm som følger komponentens geometri. Denne kornstrømmen er ansvarlig for tretthets- og støtmotstandsfordelen som smiing har over maskinert stangmateriale eller støpegods. En koblingsstang maskinert fra stangmasse avbryter kornstrømmen ved hver maskinert overflate; en smidd koblingsstang opprettholder ubrutt kornkontinuitet fra ende til annen.
Smitemperaturområdet varierer betydelig mellom ståltyper:
- Karbon og lavlegert stål: typisk 1100°C – 1250°C for varmsmiing
- Rustfritt stål (austenittisk): 1100°C – 1200°C, med langsommere avkjøling for å unngå sensibilisering
- Verktøystål: 1010°C – 1150°C med obligatorisk saktekjøling i ovn eller isolasjonsmedium
- Maraldrende stål: 1100°C – 1200°C, modnet etter smiing ved 480°C i 3–6 timer
- Dupleks rustfritt: 1100°C – 1180°C, etterfulgt av vannkjøling for å opprettholde fasebalansen
Varmsmiing – utført mellom omtrent 650 °C og 950 °C – vinner trekkraft for middels karbonstål og mikrolegerte kvaliteter der det kreves tettere dimensjonstoleranser enn varmsmiing kan oppnå, uten de strenge presskraftkravene til kaldsmiing. Kaldsmiing av stål, typisk forbeholdt lavkarbonkvaliteter, oppnår den beste overflatefinishen og dimensjonale presisjon, men krever betydelig høyere smitrykk.
Velge riktig stålsmiingskvalitet: et praktisk rammeverk
Å velge riktig smistålkvalitet krever balansering av flere konkurrerende faktorer. Ingen enkelt karakter optimaliserer alle egenskapene samtidig. Følgende rammeverk fanger opp beslutningsvariablene som er mest relevante for industrielle applikasjoner:
- Mekaniske krav: Definer minimum flytestyrke, hardhet, slagenergi (Charpy-verdier) og utmattelseslevetid. Dette begrenser kategorien umiddelbart — hvis du trenger 1200 MPa flytegrense, er karbonstål eliminert; hvis 400 MPa er tilstrekkelig, er legert stål unødvendig kostnad.
- Miljøeksponering: Kloridmiljøer eliminerer de fleste karbon- og lavlegerte stål med mindre de er belagt. Forhøyet driftstemperatur utelukker karbonstål over ca. 400°C og krever krombærende krypbestandige kvaliteter.
- Seksjonsstørrelse og herdbarhet: Smiing med stort tverrsnitt (over 100 mm diameter) i kritisk bruk trenger legeringsstålkvaliteter med tilstrekkelig herdbarhet for å oppnå jevne egenskaper gjennom seksjonen. Karbonstål vil ha en hard kasse og myk kjerne i tykke seksjoner.
- Bearbeidbarhet og nedstrømsbehandling: Hvis omfattende maskinering følger etter smiing, reduserer kvaliteter med tilsatt svovel for frie maskineringsegenskaper syklustiden, men med en viss ofre for tverrseighet.
- Volum og kostnad: For svært høye produksjonsvolumer gir mikrolegerte kvaliteter som eliminerer varmebehandling etter smiing betydelige kostnadsreduksjoner. For små partier av spesialdeler er varmebehandlingskostnadene en mindre brøkdel av den totale delkostnaden, så høyytelseslegeringskvaliteter er mer gjennomførbare.
I praksis følger de fleste ingeniører gjeldende designkoder som ASME, EN 10250 eller ASTM A668 som spesifiserer tillatte materialer for spesifikke tjenestekategorier. Disse kodene begrenser utvalget til en kort liste over kvalifiserte stålsmiingskvaliteter som har blitt validert for de relevante serviceforholdene gjennom tiår med felterfaring og standardisert testing.
Bransjespesifikk bruk av stålsmiing
Ulike sektorer har konvergert på foretrukne stålsmiingsmaterialer basert på tiår med ytelsesdata og regulatoriske krav. Å forstå disse bransjenormene gir et praktisk utgangspunkt for spesifikasjonsarbeid.
Automotive Smiing Stål
Bilsektoren forbruker det største volumet av stålsmiing globalt. Veivaksler i personbiler er hovedsakelig smidd av middels karbon mikrolegert stål (38MnVS6) eller 1045 herdet stål. Veivaksler for tunge lastebiler bruker 4340 eller lignende nikkel-krom-molybdenlegeringsstål for deres overlegne utmattingsytelse ved høyere spesifikke ytelser. Vevstenger har endret seg betydelig til brudddelte design ved bruk av C70S6 høykarbonstål, som gjør at lokket kan brytes av etter smiing og deretter settes sammen med ekstraordinær presisjon — eliminerer maskineringsoperasjoner og reduserer produksjonskostnadene for koblingsstang med omtrent 15–20 % sammenlignet med tradisjonell fresing og sliping.
Olje og gass stålsmiing
Sure servicemiljøer – der hydrogensulfid er tilstede – stiller spesielt strenge krav til smistål. NACE MR0175/ISO 15156 styrer materialvalg for sur service, og den begrenser hardheten til maksimalt 22 HRC for de fleste karbon- og lavlegerte stål for å forhindre sulfidspenningssprekker. F22 (2,25Cr-1Mo) og F5 (5Cr-0,5Mo) er standard legeringssmiingskvaliteter for ventilhus og flenser i høytemperatur-, høytrykksbrønnhode- og rørledningsapplikasjoner.
Aerospace stålsmiing
Landingsutstyrskomponenter er blant de mest strukturelt krevende stålsmiene som lages. 300M stål (en modifisert 4340 med silisium- og vanadiumtilsetninger) er det dominerende landingsutstyrsmaterialet, som oppnår strekkstyrker på 1930 MPa eller over. AerMet 100 og andre ultra-høystyrkestål presser strekkstyrken over 1965 MPa, samtidig som de forbedrer bruddseigheten sammenlignet med tidligere høystyrkekvaliteter. Hvert romfartssmiing er gjenstand for 100 % ultralydtesting og ofte magnetisk partikkelinspeksjon, med sporbarhet til smeltevarme og smiparti som kreves.
Kraftproduksjon og atomsmiing
Store turbinrotorsmiinger veier mellom 5 og 200 tonn og er produsert av lavlegerte stål som 26NiCrMoV11-5 eller 30CrMoNiV5-11. Disse smidingene krever tett kontrollerte svovel- og fosfornivåer (typisk under 0,005 % hver) for å sikre høy slagfasthet ved driftstemperaturen til turbinen. Kjernereaktortrykkbeholdersmiing bruker A508 Grade 3 (tilsvarer 20MnMoNi4-5 i europeiske standarder), en kvalitet med en lang regulatorisk valideringshistorikk og omfattende Charpy- og bruddseighetsdokumentasjon som kreves av kjernefysiske sikkerhetskoder.
Kvalitetsstandarder og testing for stålsmiing
Uavhengig av stålsmiingskvalitet følger kvalitetssikringen et konsistent mønster styrt av internasjonale standarder. De mest refererte standardene for stålsmiing inkluderer ASTM A668 (generelt legert stålsmiing), ASTM A182 (legert stålflenser og fittings), EN 10250 (åpen stålsmiing for generell konstruksjon) og API 6A (brønnhode- og juletreutstyr).
Standard kvalitetskontroller for smidde stålkomponenter inkluderer:
- Mekanisk testing: Strekk, flyt, forlengelse, reduksjon av areal og Charpy-påvirkning (ved spesifiserte temperaturer ned til -196 °C i noen kryogene applikasjoner)
- Hardhetsverifisering: Brinell-hardhet (HBW) kontrollert på representative tverrsnitt, og noen ganger går hardheten gjennom for å bekrefte gjennomherding
- Ultralydtesting (UT): 100 % volumetrisk inspeksjon for underjordiske defekter, med akseptkriterier referert til tilsvarende flatbunnede hullstørrelser typisk fra FBH 2 mm til FBH 6 mm avhengig av spesifikasjonen
- Verifikasjon av kjemisk sammensetning: Øse- og produktanalyse for å bekrefte overholdelse av karakterer, ofte med strengere grenser for gjenværende elementer enn grunnstandarden krever
- Makro- og mikroundersøkelse: Etsing av tverrsnitt for å avsløre kornflyt, segregering og indre sunnhet; metallografisk undersøkelse for bekreftelse av kornstørrelse og mikrostruktur
Smiing som mislykkes i ultralydtesting etter varmebehandling, må kasseres eller bearbeides på nytt - det er ingen reparasjonsmulighet for interne defekter i en solid smiing. Dette gjør valget av rene, vakuumavgassede stålemner og nøye prosesskontroll under smiing avgjørende for å oppnå akseptable utbytter, spesielt i store smijern av legert stål for energi- og forsvarsapplikasjoner.