Legert stål er betydelig sterkere enn vanlig karbonstål. Avhengig av karakter og varmebehandlingstilstand varierer strekkfastheten i legert stål fra 600 MPa til over 1900 MPa , med flytegrenser fra rundt 415 MPa opp til 1600 MPa eller høyere. Når de produseres som smi av legert stål, forsterkes disse verdiene ytterligere av kornforfiningen og den retningsbestemte fiberstrukturen som smiingsprosessen skaper – og gir vanligvis 10–30 % bedre utmattingsstyrke sammenlignet med den samme legeringen i støpt eller valset form.
Ordet "legert stål" dekker en bred familie av stål. Det som forener dem er bevisst tilsetning av legeringselementer - krom, molybden, nikkel, vanadium, mangan, silisium eller kombinasjoner av disse - på nivåer over hva standard karbonstål inneholder. Hver tilsetning tjener et spesifikt formål: krom øker herdbarheten og korrosjonsbestandigheten, molybden forbedrer høytemperaturstyrke og forhindrer skjørhet, nikkel øker seigheten ved lave temperaturer, og vanadium forbedrer kornstørrelsen samtidig som den øker slitestyrken. Den kombinerte effekten er et materiale som overgår karbonstål i nesten alle mekaniske kategorier, på bekostning av høyere råvarepris og mer krevende varmebehandlingskrav.
Legert stålstyrketall: Hva dataene faktisk viser
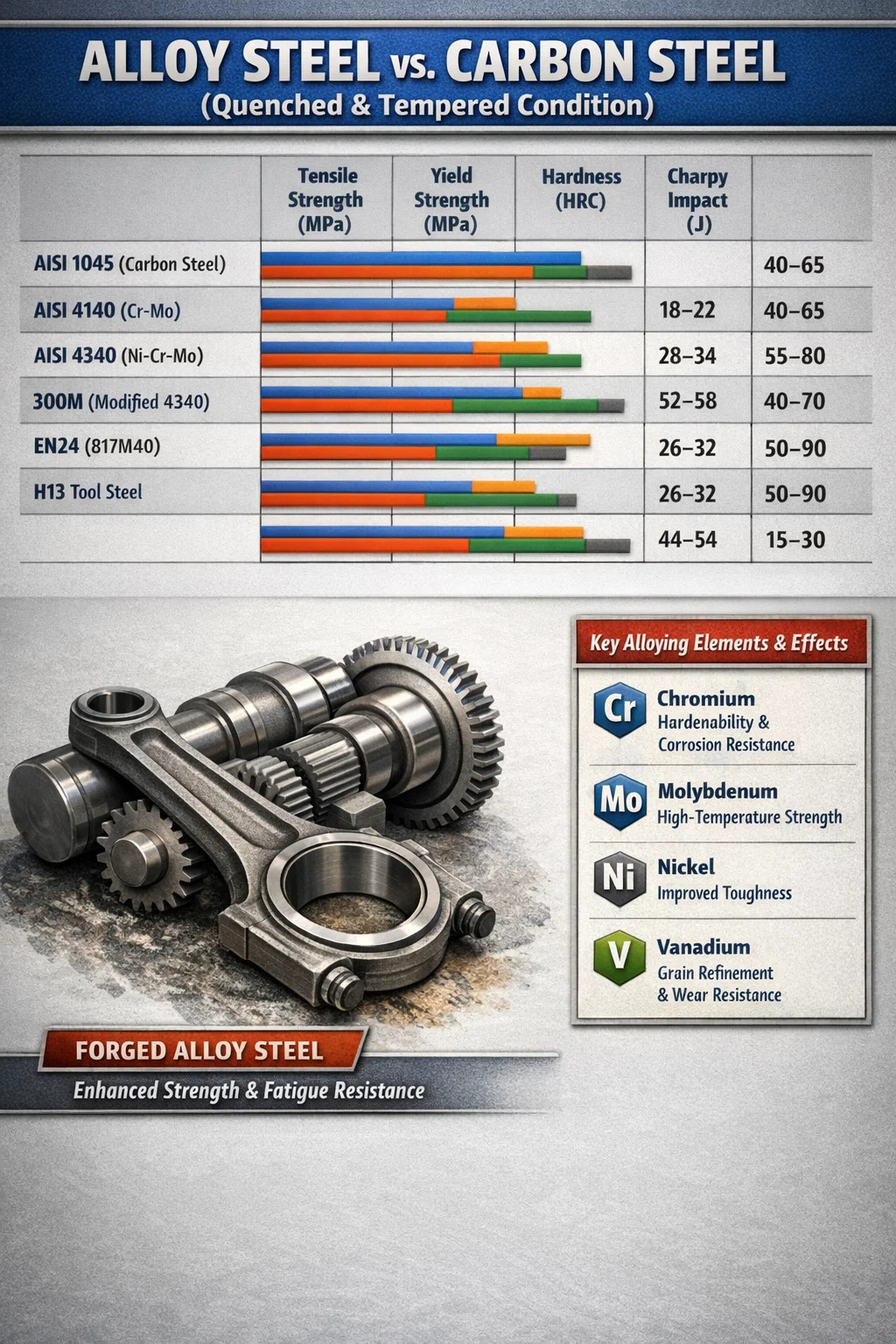
Data for mekaniske egenskaper for legert stål varierer betydelig avhengig av kvalitet, seksjonsstørrelse og varmebehandlingstilstand. Tabellen nedenfor sammenligner flere mye brukte legert stålkvaliteter i deres typiske varmebehandlede forhold sammen med et referansekarbonstål for kontekst.
| Karakter | Strekkstyrke (MPa) | Yield Strength (MPa) | Hardhet (HRC) | Charpy Impact (J) |
|---|---|---|---|---|
| AISI 1045 (karbonstål, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900–1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (endret 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850–1000 | 700–850 | 26–32 | 50–90 |
| H13 verktøystål (varmt arbeid) | 1200–1600 | 1000–1380 | 44–54 | 15–30 |
Disse tallene er for standard stang eller smidetverrsnitt under 100 mm. Større seksjoner vil vise lavere egenskaper fordi herdbarhet begrenser hvor jevnt mikrostrukturen utvikler seg gjennom tykt materiale - en faktor spesielt uttalt i karbonstål og mindre alvorlig i høylegerte kvaliteter som 4340.
Hvorfor Legert stålsmiing Er sterkere enn støpt eller valset legert stål
Smiingsprosessen gjør noe som verken støping eller valsing replikerer fullt ut: den tvinger stålet gjennom kontrollert plastisk deformasjon mens det er varmt, noe som lukker indre porøsitet, foredler kornstørrelsen og skaper en kontinuerlig kornstrøm som følger geometrien til den ferdige delen. I legert stålsmiing gir denne kombinasjonen mekaniske egenskaper som overgår hva den samme legeringen oppnår i andre produktformer.
Den praktiske forskjellen er målbar. Publiserte sammenligninger mellom smidd og støpt 4340 legert stål viser at den smidde versjonen vanligvis oppnår:
- 20–30 % høyere utmattingsstyrke under syklisk belastning
- 15–25 % bedre slagfasthet (Charpy absorbert energi)
- Forbedret duktilitet og reduksjon av areal ved strekktesting
- Større konsistens mellom prøvestykker tatt fra forskjellige steder innenfor samme del
Kornflytfordelen er spesielt viktig for komponenter under veksel- eller sjokkbelastning. En koblingsstang eller veivaksel av smidd legert stål har uavbrutt kornstrøm gjennom filetradiene - akkurat der utmattelsessprekker starter. En støpt ekvivalent har tilfeldig kornorientering på de kritiske stedene, og det er grunnen til at bil- og romfartsingeniører spesifiserer smiing av legert stål i stedet for støpegods for høysyklusutmattingsapplikasjoner.
Smiing av lukket formlegert stål oppfyller eller overgår konsekvent minimumskravene for mekaniske egenskaper spesifisert i ASTM A668, EN 10250 og AMS-standarder, mens støpegods med nominelt identiske sammensetninger ofte krever nedgraderinger eller sikkerhetsfaktorjusteringer for å holde seg innenfor designgrensene.
Rollen til legeringselementer i legert stålstyrke
Hvert legeringselement i stål påvirker styrken gjennom distinkte metallurgiske mekanismer. Å forstå disse mekanismene forklarer hvorfor visse legeringskombinasjoner brukes til spesifikke styrkemål.
Krom (Cr)
Krom tilsettes legert stål i konsentrasjoner fra 0,5 % til 18 % (det øvre området er rustfritt stål). I konstruksjons- og smilegeringsstål øker 0,5–1,5 % krom herdbarheten betydelig - noe som betyr at stålet kan gjennomherdes i større seksjonsstørrelser etter bråkjøling. Den danner også stabile karbider som forbedrer slitestyrken og øker herdingsmotstanden til stålet, noe som er kritisk når smiingen skal herdes ved høyere temperaturer for å møte seighetskravene uten å miste for mye styrke.
Molybden (Mo)
Molybden er et av de mest effektive herdbarhetsmidlene per tilsatt vektenhet. Selv 0,15–0,30 % Mo produserer et betydelig skifte i TTT (tid-temperatur-transformasjon) diagrammet, noe som tillater langsommere kjølehastigheter for fortsatt å oppnå full martensitttransformasjon i store smijern av legert stål. Molybden undertrykker også tempereringssprøhet - en form for svekkelse av korngrensene som påvirker Ni-Cr-stål herdet i området 375–575 °C - noe som gjør Mo-bærende kvaliteter som 4140 og 4340 mer pålitelige for tunge seksjonsapplikasjoner.
Nikkel (Ni)
Nikkel øker seigheten over et bredt temperaturområde, inkludert minusgrader der de fleste karbon- og laverelegerte stål blir sprø. Overgangen fra duktilt til sprøbrudd (DBTT) for et 9% nikkelstål kan skyves under -196°C, som er grunnen til at nikkellegerte stål er spesifisert for kryogene trykkbeholdere og LNG-lagring. Ved Ni-nivået på 1,8 % som ble funnet i 4340, er den primære fordelen forbedret bruddseighet uten å ofre flytegrensen – en kombinasjon som gjør 4340-legert stålsmiing til et standardvalg for flylandingsutstyr, ammunisjon og høyytelses drivverkkomponenter.
Vanadium (V)
Vanadium er en sterk kornforedler og karbiddanner. I konsentrasjoner så lave som 0,05–0,15 % fester den austenittkorngrenser under oppvarming, og gir en finere kornstørrelse etter varmebehandling. Finere korn betyr høyere flytestyrke (Hall-Petch-forhold) og forbedret seighet samtidig - en sjelden kombinasjon. Vanadium er sentralt i utformingen av mikrolegerte smistål (som 38MnVS6) der det gir nedbørsherding under kontrollert kjøling, noe som gjør at legeringen kan møte styrkekravene uten en separat herding-og-temper-syklus.
Mangan (Mn)
Mangan er tilstede i alt legert stål, men hevet over grunnlinjen for karbonstål (typisk 0,6–1,8 % Mn i legeringskvaliteter) for å øke herdbarheten og strekkstyrken gjennom forsterkning av solid løsning. Den kombineres også med svovel for å danne MnS-inneslutninger, noe som er gunstig for bearbeidbarheten. Svært høye mangannivåer (over 12 %) skaper austenittiske stål som herder ekstremt raskt – en helt annen egenskapsprofil som brukes i sliteplater og knusedeler i stedet for presisjonslegert stålsmiing.
Hvordan varmebehandling bestemmer endelig styrke i legert stålsmiing
Tilstanden som smidd er sjelden den endelige tilstanden for smidde legeringer som brukes i konstruksjonsarbeid. Varmebehandling etter smiing kontrollerer den endelige mikrostrukturen - og med den balansen mellom styrke, hardhet og seighet. Den samme 4140-smiingen kan leveres med strekkstyrker fra 700 MPa (glødet) til over 1400 MPa (gjennomherdet og herdet ved lav temperatur), helt avhengig av spesifisert varmebehandling etter smiing.
Slukk og temperament (Q&T)
Dette er den vanligste varmebehandlingen for smiing av legert stål. Smiingen austenitiseres (typisk ved 830–870 °C for 4140, 800–845 °C for 4340), bråkjøles i olje eller vann for å danne martensitt, deretter tempereres ved en kontrollert temperatur mellom 150 °C og 650 °C. Tempereringstemperaturen er den primære variabelen som kontrollerer sluttstyrken: herding ved 200°C gir maksimal hardhet, men dårlig slagfasthet; herding ved 600°C ofrer en viss styrke, men gir utmerket seighet. En 4340 smiing herdet ved 315°C oppnår omtrent 1650 MPa strekkfasthet; den samme smiingen herdet ved 595°C faller til rundt 1000 MPa, men gir slagenergiverdier mer enn tre ganger høyere.
Normaliser og temperer
Normalisering - luftkjøling fra austenitiseringstemperaturen i stedet for bråkjøling - gir en perlitisk eller bainitisk mikrostruktur med lavere styrke enn Q&T, men mer ensartede egenskaper over store tverrsnitt. For svært store smidninger av legert stål som turbinaksler eller trykkbeholderflenser der gjennomherding er fysisk umulig, normaliseres og tempereres er standard varmebehandling, for å oppnå strekkstyrker i 700–900 MPa-området for kvaliteter som 4140 i tunge seksjoner.
Nedbørherding og aldring
Visse legeringsstål – spesielt maraldrende stål og nedbørsherdende rustfrie kvaliteter – oppnår sin ekstraordinære styrke ikke gjennom martensittdannelse, men gjennom utfelling av fine intermetalliske forbindelser under en kontrollert aldringsbehandling ved 480–510°C. Maraging 350 legert stålsmiing kan nå flytegrenser på 2400 MPa gjennom denne mekanismen, som fortsatt er det høyeste styrkeområdet som er oppnåelig i ethvert stålprodukt produsert i kommersiell skala og brukt i strukturelle applikasjoner.
Legert stålstyrke versus andre materialer: Direkte sammenligninger
Å plassere legert stålstyrke i sammenheng med andre strukturelle materialer bidrar til å forklare hvorfor det fortsatt er det dominerende valget i krevende smiapplikasjoner til tross for tilgjengeligheten av titanlegeringer, aluminiumslegeringer og avanserte kompositter.
| Materiale | Strekkstyrke (MPa) | Yield Strength (MPa) | Tetthet (g/cm³) | Spesifikk styrke (MPa·cm³/g) |
|---|---|---|---|---|
| Legert stål 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| Karbonstål 1045 (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| Titan Ti-6Al-4V (smidd) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| Aluminium 7075-T6 (smidd) | 500–570 | 430–500 | 2.81 | 178–203 |
| Grått støpejern | 170–250 | N/A (skjør) | 7.20 | 24–35 |
På absolutt styrkebasis er smijern av legert stål konkurransedyktige med titan og overgår langt aluminium og støpejern. På en spesifikk styrkebasis (styrke per vektenhet), utkonkurrerer titan og høyfast aluminium legert stål, og det er grunnen til at romfartsdesign bruker titan der vekt er den primære driveren. Imidlertid smiing av legert stål tilbyr en styrke-fordel som titan ikke kan matche i skala , og deres høyere elastisitetsmodul (200 GPa versus 114 GPa for titan) betyr mindre nedbøyning under belastning – kritisk for presisjonsmaskineri, gir og enhver applikasjon der dimensjonsstabilitet under belastning er viktig.
Seksjonsstørrelseseffekter på smistyrke av legert stål
En av de mest praktisk talt viktige og undervurderte aspektene ved legert stålstyrke er hvordan den degraderes med økende seksjonsstørrelse. Herdbarhet - evnen til et stål til å herdes til full martensitt gjennom hele tverrsnittet - bestemmer hvor mye av den teoretiske maksimale styrken som faktisk er oppnåelig i en reell komponent.
Karbonstål 1045 har svært begrenset herdbarhet. I en stav med diameter på 25 mm gir bråkjøling i vann en nesten fullstendig martensittisk mikrostruktur og nær maksimal styrke. I en stang med 100 mm diameter avkjøles kjernen altfor sakte til å omdannes til martensitt, og forblir som grov perlitt med strekkfasthet 30–40 % lavere enn overflaten. Med en diameter på 200 mm kan til og med overflaten på en 1045 bar være ufullstendig herdet.
4140 legert stål med tilsetninger av krom og molybden opprettholder vesentlig bedre herdbarhet. Gjennomherding til jevn martensitt kan oppnås til ca. 75 mm diameter i oljekjøling. 4340, med det tilsatte nikkelinnholdet, utvider dette til 100 mm eller mer i oljekjøling. For smiing av legert stål over 200 mm i kritisk tverrsnitt, kreves det karakterer som er spesielt utviklet for store seksjoner - som 26NiCrMoV14-5 eller 34CrNiMo6 - for å sikre at spesifikasjonene for minimum flytegrense oppfylles i hele seksjonen, ikke bare nær overflaten.
Dette er grunnen til at store smijern av legert stål for turbinrotorer, tunge veivaksler eller reaktortrykkbeholdere bruker andre materialkvaliteter enn mindre komponenter: legeringen må være tilstrekkelig til å føre gjennomherdeegenskaper til senterlinjen til en smiing som kan være 500 mm eller mer i diameter.
Tretthetsstyrke av legert stålsmiing: Den sykliske belastningsvirkelighet
Statisk strekk og flytegrense er ikke de eneste målene som betyr noe. De fleste strukturelle feil i drift oppstår ikke fra en enkelt overbelastning, men fra tretthet - den progressive veksten av sprekker under gjentatte syklusbelastninger godt under det statiske flytegrensen. Det er her smiing av legert stål viser fordeler som enkle strekkfasthetstall ikke fanger opp.
Utmattingsstyrke (spenningsamplituden som et materiale kan tåle i 10⁷ sykluser uten brudd) følger et generelt forhold til strekkfasthet for stål opp til omtrent 1400 MPa strekk: utmattingsgrensen er omtrent 0,45–0,50 ganger strekkfastheten. Dette betyr at en 4140 legert stålsmiing med 1000 MPa strekkfasthet har en holdbarhetsgrense på omtrent 450–500 MPa - omtrent det dobbelte av en 1045 karbonstålsmiing ved 600 MPa strekk.
Over 1400 MPa strekkfasthet brytes dette enkle forholdet ned. Høyfast legert stålsmiing blir stadig mer følsom for overflatefinish, restspenninger og mikrostrukturell renhet. En 4340 smiing ved 1600 MPa med en maskinert overflatefinish har en mye lavere faktisk utmattelsesgrense enn en polert prøve, fordi overflateriper fungerer som spenningskonsentratorer. Dette er grunnen til at høyytelses-legert stålsmiing for romfart og motorsport er kulemalt etter maskinering - det kompressive restspenningslaget indusert av kuleblending kan øke utmattelseslevetiden med en faktor på 2–4 under representative belastningsforhold.
Kombinasjonen av kontrollert smiingspraksis, finkornvarmebehandling og overflatepussing kan øke den effektive utmattelsesstyrken til en 4340 legert stålsmiing til 700–800 MPa — en verdi som driver bil- og romfartspreferansen for smidde komponenter fremfor maskinerte emner, der kornstrømmen er vilkårlig og komprimerende overflatelag er fraværende.
Nøkkellegerte stålsmiingskvaliteter og deres styrkeprofiler
Å forstå den praktiske styrken til de mest spesifiserte smikvalitetene av legert stål gir ingeniører en arbeidsreferanse for innledende materialvalg.
AISI 4140: Den generelle arbeidshesten
4140 (0,38–0,43 % C, 0,8–1,1 % Cr, 0,15–0,25 % Mo) er den mest brukte smikvaliteten av legert stål i generell industri og olje- og gassapplikasjoner. I Q&T-tilstand leverer den 900–1100 MPa strekkfasthet med tilstrekkelig seighet for de fleste mekaniske bruksområder. Det er standardmaterialet for borekrager, verktøyskjøter, koblingshylser, flenser og middels kraftig aksel. Dens utmerkede bearbeidbarhet i forhåndsherdet tilstand (28–34 HRC) gjør den praktisk for butikker som mangler varmebehandlingsevne etter maskinering.
AISI 4340: Strukturelle applikasjoner med høy styrke
4340 (0,38–0,43 % C, 1,65–2,00 % Ni, 0,70–0,90 % Cr, 0,20–0,30 % Mo) opptar trinnet over 4140 i styrke og seighet. Nikkeltilskuddet er nøkkeldifferensiatoren: det utvider herdbarheten til større seksjoner og forbedrer seighet ved lav temperatur dramatisk. 4340 legert stålsmiing er standardmaterialet for flylandingsutstyr (vanligvis ved 1930 MPa strekk per MIL-S-5000), kraftige veivaksler i store dieselmotorer og høyytelsesakselaksler. Dens dype herdbarhet gjør den til den minste akseptable karakteren for smidde deler over 75 mm tverrsnitt der fulle mekaniske egenskaper kreves hele veien.
300M: Aerospace Ultra-High Strength
300M er i hovedsak 4340 modifisert med 1,45–1,80 % silisium og 0,05–0,10 % vanadium. Silisiumtilsetningen forsinker mykningen av martensitt under herding, og lar stålet nå strekkstyrker over 1930 MPa samtidig som bruddseigheten opprettholdes over 60 MPa√m – en kombinasjon som 4340 ikke kan oppnå på samme styrkenivå. Nesten alle kommersielle og militære landingshjulakseler produsert siden 1960-tallet har vært en 300M legert stålsmiing. Dens tretthet og bruddseighet i den sikkerhetskritiske applikasjonen har gjort den praktisk talt uerstattelig til tross for tiår med konkurrerende materialutvikling.
EN36 og EN39: Case Hardening Alloy Steels
Disse nikkel-krom karbureringskvalitetene brukes til smiing av legert stål der en veldig hard, slitesterk overflate (60–64 HRC) må eksistere side om side med en tøff, slagfast kjerne. Etter smiing, karburering eller karbonitrering tilfører karbon til en dybde på 0,5–2,0 mm ved overflaten. Resultatet er en komponent som absorberer støtbelastninger gjennom den tøffe kjernen samtidig som den motstår kontakttretthet og slitasje på overflaten - den nøyaktige kombinasjonen som kreves av kraftige gir, kamaksler og splineaksler i kraftoverføring og gruveutstyr.
H13 og H11: Hot Work Tool Stålsmiing
H13 (5 % Cr, 1,5 % Mo, 1 % V) er den globale standarden for varmtarbeidsverktøy. Når den produseres som smiing i stedet for stang, drar H13 fordel av de samme fordelene med kornflyt og tetthet som beskrevet for strukturelt legert stål. Smidde H13 dyseinnsatser for aluminiumspressstøping oppnår levetid 20–40 % lengre enn maskinert-fra-stav-alternativer i dokumenterte produksjonssammenligninger, ganske enkelt fordi smiingen lukker mikroporøsiteten og justerer karbidfordelingen mer gunstig. H13-hardhet i bruk er typisk 44–50 HRC, og gir en trykkflytestyrke over 1600 MPa ved romtemperatur, holdt over 600 MPa ved 600°C.
Testing og verifisering av legert stålsmiingsstyrke
Styrkekrav for smidde stållegeringer aksepteres ikke på grunnlag av materialsertifikater alene i de fleste kritiske bruksområder. Fysisk testing av testkuponger hentet fra produksjonssmiing - eller fra representative forlengelser knyttet til smiingen - kreves av de fleste innkjøpsstandarder.
Standard kvalifikasjonstester for smiing av legert stål inkluderer:
- Romtemperatur strekktest: Måler ultimat strekkfasthet, 0,2 % proof (flyte)styrke, forlengelse %, og reduksjon av areal %. Disse fire verdiene karakteriserer fullt ut den statiske mekaniske responsen.
- Charpy V-notch slagtest: Ledet ved spesifisert temperatur (ofte 0°C, -20°C eller -40°C avhengig av applikasjonen), måler dette absorbert energi i Joule og bekrefter at materialet ikke fungerer i sin sprø overgangssone.
- Brinell eller Rockwell hardhet: En rask, ikke-destruktiv proxy for strekkfasthet (1 HBW ≈ 3,5 MPa strekk for stål) som brukes til å skjerme smiing før destruktiv testing og for å verifisere varmebehandlingens jevnhet over en batch.
- Ultralydtesting (UT): Volumetrisk inspeksjon for å oppdage interne defekter som vil redusere effektivt lastbærende tverrsnitt. Akseptnivåer i henhold til ASTM A388 eller EN 10228-3 definerer maksimalt tillatt indikasjonsstørrelse.
- Bruddfasthet (K₁c): Nødvendig for smiing av romfart og kjernefysisk legert stål. Måler spenningsintensitetsfaktoren som en sprekk vil forplante seg ustabilt ved, uttrykt i MPa√m. 4340 ved 1380 MPa strekk oppnår typisk K₁c på 50–60 MPa√m; 300M på samme styrkenivå oppnår 65–80 MPa√m på grunn av silisiummodifikasjonen.
I olje- og gassapplikasjoner underlagt NACE MR0175 er hardhetstesting ikke bare en kvalitetskontroll – det er en sikkerhetsverifisering, siden all smiing av legert stål som overstiger 22 HRC (omtrent 760 MPa strekk) er forbudt i sure driftsmiljøer på grunn av risiko for sulfidspenningssprekker. Dette er et av tilfellene hvor den maksimalt tillatte styrken er lavere enn hva materialet er i stand til, drevet av miljøsprekker i stedet for mekaniske belastningsgrenser.
Virkelig styrkeytelse: Legert stålsmiing i bruk
Laboratoriemekaniske egenskaper viser hva legert stålsmiing kan oppnå under kontrollerte forhold. Det som skjer i felttjenesten forteller ofte en mer fullstendig historie om kombinasjonen av styrke, utmattelsesmotstand og seighet som gjør smiing av legert stål til det dominerende valget i industrier med høy etterspørsel.
I drivlinjer for nyttekjøretøy, akkumulerer veivaksler av smidd legert stål rutinemessig 800 000 km eller mer av drift uten tretthetsfeil når de er produsert i henhold til spesifikasjonene. Den samme veivakselgeometrien produsert av nodulært støpejern - en vanlig erstatning for kostnadsreduksjon - viser utmattingsfeil ved en tredjedel til halvparten av kjørelengden under tilsvarende forhold, og det er grunnen til at alle tunge lastebiler OEM fortsetter å spesifisere legert stålsmiing for veivaksler til tross for de høyere materialkostnadene.
I olje- og gasssektoren opererer 4140 legert stål borekragesmiing under kombinerte torsjons-, bøynings- og aksialbelastninger i bunnhullssammenstillinger, og sykler millioner av ganger i løpet av en brønns levetid. Den dokumenterte feilraten for borekrage for riktig varmebehandlet 4140-smiing som oppfyller kravene til API Spec 7-1 er ekstremt lav – og de fleste feilene som oppstår skyldes feil varmebehandling, korrosjonsskader eller håndteringsskader snarere enn iboende materialsvakhet.
I kraftproduksjonssektoren har store lavlegerte stålrotorsmiinger for dampturbiner - typisk 25–100 tonn - vist levetider på over 40 år under kontinuerlig syklisk termisk og mekanisk belastning i kraftverk med grunnlast. Ytelsesrekorden er en direkte konsekvens av den tette sammensetningskontrollen, vakuumavgassingen og den omfattende mekaniske testingen som store smijern av legert stål gjennomgår før de forlater smianlegget. Ingen annen produksjonsrute for rotorer av den størrelsen og vekten har nærmet seg den samme pålitelighetsrekorden.