Direkte svar: Formelen for smikostnadsberegning
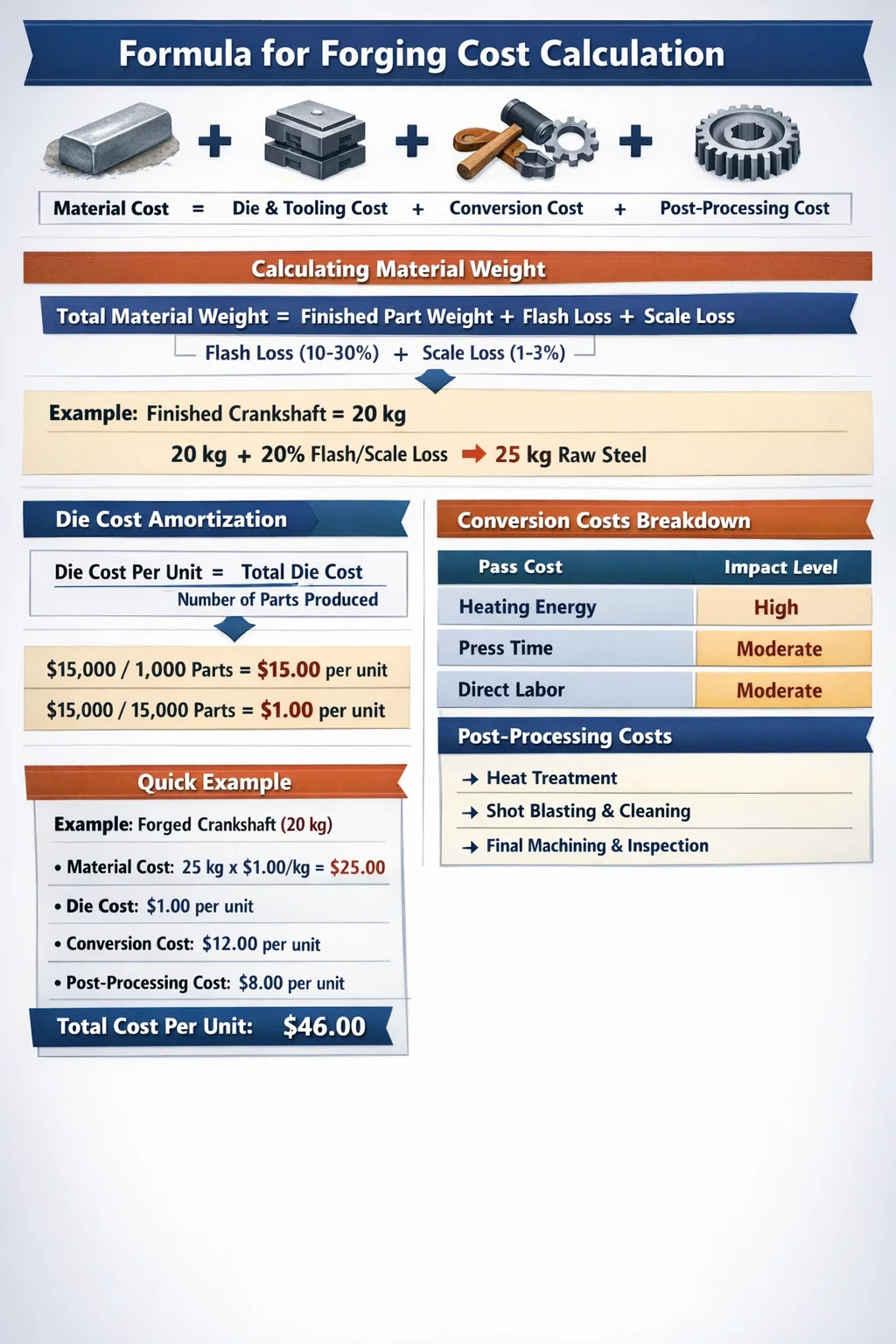
Beregning av den totale kostnaden for stålsmiing innebærer å summere fire hovedpilarer: Materialkostnad (nettovekt pluss flashtap), Verktøy/stansekostnader (amortiseres over produksjonsløpet), Konverteringskostnad (energi, arbeidskraft og maskinoverhead), og Etterbehandlingskostnader (varmebehandling og maskinering). For et standard mellomstort utstyr utgjør materialet vanligvis 40 % til 50 % av den totale enhetsprisen, mens verktøy er den største forhåndsvariabelen.
Råvarekostnader og avkastningseffektivitet
Utgangspunktet for ethvert estimat er vekten av råemnet. i stålsmiing , må du betale for mer metall enn den ferdige delen faktisk veier. Dette skyldes "flash" - overflødig metall som presses ut av formen for å sikre at hulrommet er helt fylt.
Beregning av materialvekt
Total materialvekt = Ferdig delvekt Flash Loss Scale Tap. Avleiringstap oppstår under oppvarming når overflaten av stålet oksiderer; dette vanligvis står for 1 % til 3 % av totalvekten . Blitstap kan variere fra 10 % for enkle former til så mye som 30 % for tynne, komplekse geometrier.
- Eksempel: Hvis en ferdig veivaksel veier 20 kg og har et tap på 20 % blink, må du kjøpe 25 kg råstål .
- Gjeldende markedspris: Multiplisert med prisen per kg for den spesifikke kvaliteten (f.eks. 1045 karbonstål vs. 4140 legert stål).
Die og verktøyavskrivning
Smiedyser er dyre fordi de er laget av høyfast verktøystål (som H13) som er presisjonsmaskinert og varmebehandlet. Dette er en «sunk cost» som må tas med i stykkprisen.
For å beregne dette, ta den totale kostnaden for matrisesettet (f.eks. $15 000) og del den på det forventede produksjonsvolumet. Hvis du bare produserer 1000 deler, legger verktøyet til $15,00 per enhet . Hvis du produserer 15 000 deler, legger det bare til $1,00 per enhet . Dette er grunnen til at bestillinger med høyt volum er betydelig mer kostnadseffektive for stålsmiing .
Konverteringskostnads: Energy and Overhead
Dette refererer til selve "arbeidet" med å transformere råemnet til en smidd form. Det beregnes vanligvis basert på maskintid eller tonnasjerater.
| Kostnadskomponent | Beskrivelse | Effektnivå |
|---|---|---|
| Varmeenergi | Induksjons- eller gassovnskraft | Høy (varierer etter vekt) |
| Hammer/Press Time | Timepris på smiutstyret | Moderat (avhengig av slag) |
| Direkte Arbeiderpartiet | Lønn til operatører og trimmere | Moderat |
Sekundær drift og kvalitetskontroll
En smidd del blir sjelden ferdig umiddelbart etter at hammeren stopper. Smiing skaper indre påkjenninger som må håndteres, og overflaten krever ofte foredling.
Varmebehandling
Normalisering, gløding eller bråkjøling og temperering er avgjørende for Legert stålsmiing for å nå den nødvendige hardheten. Dette kan legge til $0,20 til $1,00 per kg avhengig av syklustid og ovnskrav.
Kuleblåsing og rengjøring
For å fjerne oksidasjonsskalaen "blåses" deler med stålkorn. Dette er et relativt rimelig, men nødvendig skritt for å sikre at delen er ren for inspeksjon eller sluttbearbeiding.
Viktigheten av kompleksitetsfaktoren
Ikke alle kilo er skapt like. En enkel rund skive er mye billigere å smi enn et tynnvegget hus med dype hulrom. Deler med høy kompleksitet krever flere "slag" fra hammeren, høyere formslitasje og hyppigere trimming, som alt øker konverteringskostnadene. Ved estimering bruker ingeniører ofte en Kompleksitetsmultiplikator (1,0 til 2,5) til den grunnleggende konverteringsfrekvensen for å ta høyde for disse utfordringene.
Oppsummeringssjekkliste for smiing av estimater
For å få en nøyaktig pris, sørg for at du har beregnet følgende:
- Billetvekt: Ferdigvekt 15-25 % avfall.
- Verktøyets levetid: Hvor mange deler kan dysen lage før den må kuttes om?
- Gjennomstrømningshastighet: Hvor mange stykker smids per time?
- Inspeksjonskostnader: Krav til magnetpartikler eller ultralydtesting.