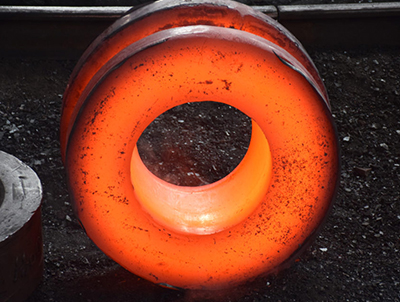
Stållegering er grunnleggende laget av jern og karbon, men det som forvandler vanlig stål til høyytelseslegert stål er bevisst tilsetning av ett eller flere legeringselementer - som krom, nikkel, molybden, mangan, vanadium eller wolfram - som hver bidrar med spesifikke mekaniske eller kjemiske egenskaper. Legert stålsmiing , produsert ved å forme dette berikede materialet under høye trykkkrefter, representerer en av de mest strukturelt pålitelige formene for metallbearbeiding i industriell produksjon.
Grunnsammensetningen til stål er jern (Fe) typisk kombinert med karbon (C) i nivåer fra 0,05 til 2,0 vekt%. . Legeringselementer introduseres deretter i kontrollerte prosenter for å modifisere hardhet, strekkstyrke, korrosjonsbestandighet, seighet eller varmebestandighet avhengig av bruken. Denne bevisste komposisjonsteknikken er det som skiller legert stål fra vanlig karbonstål - og det er det som gjør Legert stålsmiing så verdsatt i krevende bransjer som olje og gass, romfart, bilindustri og tunge maskiner.
Kjerneelementene som utgjør legert stål
For å forstå hva legert stål er laget av, må du se på dens elementære byggeklosser. Hvert element tjener et formål - ingen legges til uten en beregnet grunn.
Jern (Fe)
Det primære basismetallet. Jern gir den strukturelle ryggraden. Rent jern er relativt mykt og formbart, og derfor tilsettes karbon og andre legeringselementer for å øke dens mekaniske ytelse. Jern utgjør vanligvis 97 % eller mer av den totale sammensetningen i de fleste legert stålkvaliteter.
Karbon (C)
Det mest kritiske legeringselementet. Karboninnholdet styrer direkte hardhet og strekkfasthet. Lavlegert stål inneholder karbon i området 0,15 % til 0,50 % . Høyere karboninnhold øker hardheten, men reduserer sveisbarheten og seigheten, noe som krever en nøye balanse i smiingsapplikasjoner.
Krom (Cr)
Lagt til i mengder fra 0,5 % til 18 % , forbedrer krom dramatisk korrosjonsbestandighet og hardhet. Ved nivåer over 10,5 % blir stål rustfritt. I legert stålsmiing for høytemperaturapplikasjoner stabiliserer krom også karbider ved høye temperaturer, og forhindrer mykning under varme.
Nikkel (Ni)
Nikkel forbedrer seighet, spesielt ved lave temperaturer, og forbedrer korrosjonsbestandigheten. Det er ofte brukt i mengder av 1 % til 5 % i konstruksjonslegerte stål. I kombinasjon med krom skaper nikkel noen av de mest slagfaste legeringsstålene som er tilgjengelige for trykkbeholdersmiing og turbinkomponenter.
Molybden (Mo)
Et av de mest verdsatte tilleggene i høyytelseslegert stål, molybden tilsettes vanligvis ved 0,15 % til 1,0 % . Det forbedrer herdbarheten, motstanden mot skjørhet og høytemperaturstyrke betydelig. Legert stålsmiing som brukes i oljeboring og petrokjemiske miljøer inneholder nesten alltid molybden.
Mangan (Mn)
Mangan bidrar til deoksidering under stålfremstilling og forbedrer herdbarhet og strekkfasthet. Det nøytraliserer de skadelige effektene av svovel ved å danne mangansulfid i stedet for jernsulfid. Nivåene varierer vanligvis fra 0,30 % til 1,80 % i standard legert stålkvaliteter.