I de fleste tilfeller er smiing sterkere enn støping.
Hvis vi sammenligner metall med matingredienser, er støping som å "lage gelé", mens stålsmiing er som å "elte deig". Selv om begge kan skape ønsket form, er den indre tettheten og slagfastheten helt forskjellige.
Her er en detaljert sammenligning av deres "styrke":
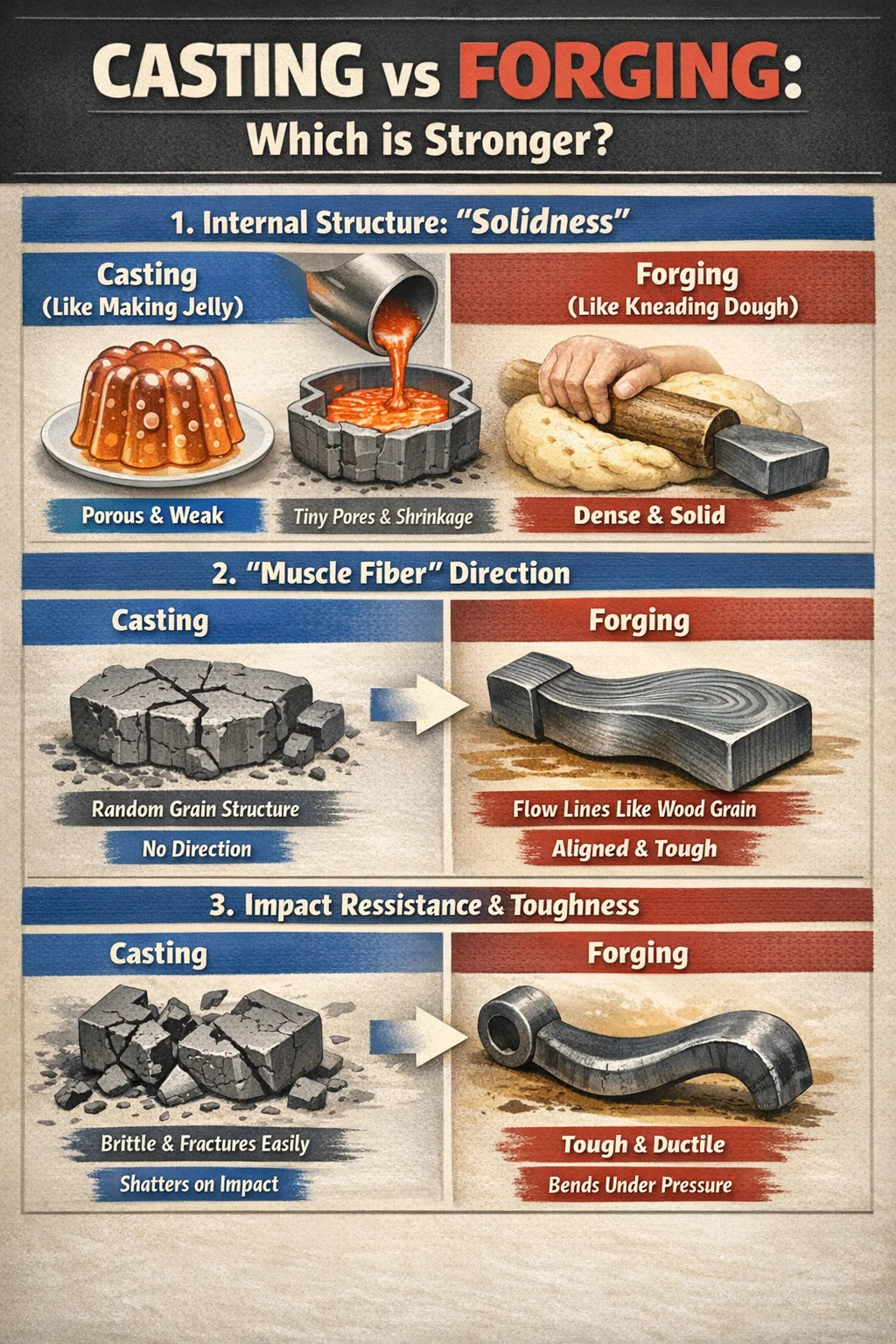
1. Den indre strukturens "fasthet"
Støping (lage gelé): Metallet smeltes til en væske og helles i en form. Under denne prosessen blir luft uunngåelig blandet inn i væsken, eller det oppstår krymping under avkjøling. Dette fører til små porer eller løshet i delen. Disse usynlige hullene er potensielle svake punkter som kan føre til fremtidige brudd.
Stålsmiing (eltedeig): Smiing innebærer å deformere metallet mens det fortsatt er i fast tilstand gjennom kraftig kompresjon. Dette trykket presser ut alle luftporene i metallet, noe som gjør strukturen ekstremt tett. Denne "solide" strukturen er naturlig sterkere enn porøse støpte deler.
2. Retningen til "Muskelfibre"
Støping: Etter at metallvæsken er avkjølt, er de interne partiklene tilfeldig ordnet, uten noen retningsbestemthet.
Stålsmiing: Smiing endrer ikke bare formen, men fører også til at metallets indre krystallstruktur flyter langs delens konturer, og danner en kontinuerlig "flytlinje". Dette ligner muskelfibrene i menneskekroppen eller trekornet; styrken dobles når kraft påføres langs kornet. Denne unike flytlinjestrukturen til stålsmiing gjør at den yter eksepsjonelt godt når den utsettes for gjentatte vibrasjoner og støt.
3. Slagfasthet og seighet
Støping: Støpte deler er vanligvis ganske "skjøre". Når de blir utsatt for plutselige, voldsomme påvirkninger, kan de knuse før de i det hele tatt har en sjanse til å deformere seg.
Smiing: Smidd stål har utmerket seighet. Når den utsettes for ekstremt trykk, kan den absorbere energi gjennom liten deformasjon i stedet for å bryte direkte. Denne "seigheten" er avgjørende for sikkerheten; for eksempel krever bilopphengsdeler og kritiske motorkomponenter nesten alltid smidde deler.