Hva er stålsmiing og hvordan fungerer prosessen
Stålsmiing er en produksjonsprosess der solide stålblokker eller stenger formes under trykkkraft - ved hjelp av hammere, presser eller dyser - for å produsere deler med overlegne mekaniske egenskaper sammenlignet med støpte eller maskinerte alternativer. Resultatet er en kornstruktur som følger delens konturer, og gir strekkstyrker typisk 20–40 % høyere enn tilsvarende støpte stålkomponenter. Hvis du trenger deler som håndterer tretthet, støt eller syklisk belastning - koblingsstenger, veivaksler, flenser, gir - er smiing vanligvis den mest pålitelige veien for å komme dit.
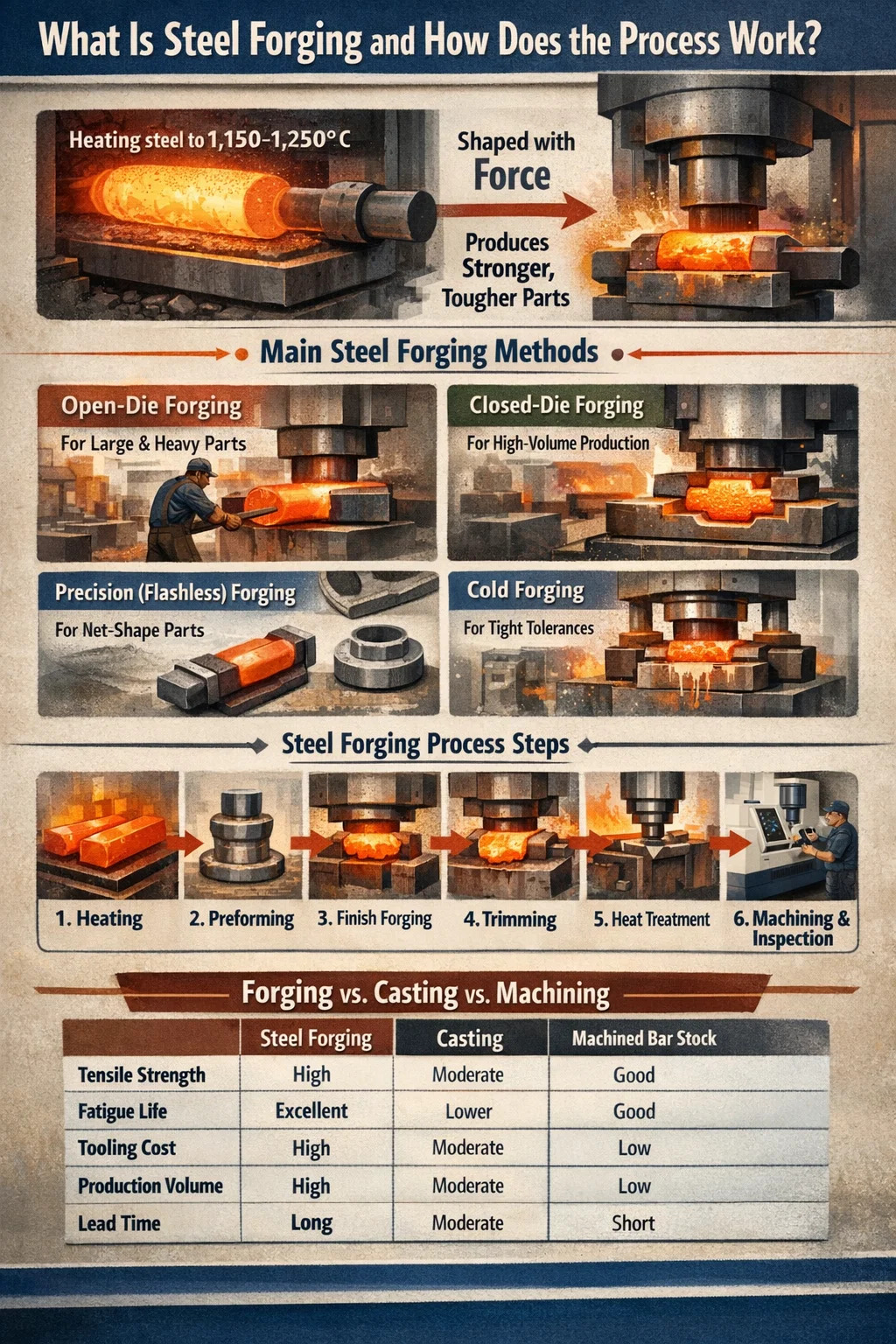
I kjernen innebærer prosessen oppvarming av stål til et spesifikt temperaturområde (vanligvis mellom 1100 °C og 1250 °C for karbon- og legeringsstål), og deretter påføre kraft for å plastisk deformere materialet til ønsket form. Den forhøyede temperaturen reduserer strømningsspenningen og forbedrer duktiliteten, noe som gjør metallet lettere å forme uten å sprekke. Når den er avkjølt, gjennomgår den smidde delen varmebehandling, maskinering og inspeksjon etter prosess før forsendelse.
Stålsmiing er ikke en enkelt teknikk. Den forgrener seg i flere forskjellige metoder, som hver passer til forskjellige geometrier, volumer og toleransekrav. Å forstå hvordan hver metode fungerer - og hvor den kommer til kort - er utgangspunktet for enhver ingeniør eller kjøper som prøver å gjøre den rette oppfordringen til et smiprosjekt.
Hovedsmiingsmetoder for stål og når de skal brukes hver
Hver stålsmimetode produserer deler med forskjellige dimensjonstoleranser, overflateforhold og verktøykostnader. Hvis du velger feil, øker kostnadene, forlenger ledetidene eller resulterer i deler som trenger overdreven sekundær maskinering.
Åpen-smiing
Åpen smiing (også kalt fri smiing eller smedsmiing) bruker flate eller enkeltformede stanser som ikke helt omslutter arbeidsstykket. Stålet manipuleres mellom dysene gjennom en rekke kompresjoner, strekk og rotasjoner. Dette er metoden som brukes for store aksler, sylindre, ringer og ingots - deler som kan veie alt fra noen få kilo til over 200 tonn.
Åpen smiing er det beste valget når delstørrelsen overstiger kapasiteten til lukkede dyser, eller når produksjonsmengdene er for lave til å rettferdiggjøre kostbart verktøy. Dimensjonstoleranser er bredere (vanligvis ±3–6 mm), så betydelig maskinering forventes etterpå. Stålkvaliteter som 4140, 4340 og 316 rustfritt behandles rutinemessig på denne måten for olje og gass, kraftproduksjon og tungt utstyr.
Closed-Die Forging (Impression-Die Forging)
Smiing med lukket dyse bruker et matchet sett med dyser med et hulrom maskinert til den omtrentlige formen til den ferdige delen. Det oppvarmede emnet plasseres mellom dysene, og kraft påføres inntil stålet fyller hulrommet helt, med overflødig materiale som strømmer ut som flash rundt skillelinjen. Blitsen trimmes senere av.
Denne metoden gir strammere toleranser (vanligvis ±0,5–1,5 mm avhengig av delens kompleksitet og størrelse), bedre overflatefinish og mer konsistent geometri enn arbeid med åpen dyse. Verktøykostnadene er høye - et komplett sett med dyser for en del med middels kompleksitet kan koste $15 000–$80 000 eller mer - så smiing med lukkede dyse gir økonomisk fornuftig først og fremst for middels til høye produksjonsvolumer. Bilkoblingsstenger, hjulnav og ventilhus er klassiske bruksområder.
Blinkløs (presisjons) smiing
Blinkfri smiing eliminerer blitsen ved nøyaktig å kontrollere emnevolumet og formgeometrien slik at materialet fyller hulrommet uten overløp. Resultatet er en nettformet eller nesten nettformet del som krever minimal ettersmiing. Toleranser så tette som ±0,1–0,3 mm er oppnåelige.
Denne prosessen krever presis klargjøring av emner og høyere verktøyinvesteringer, men materialbesparelser på 10–20 % sammenlignet med konvensjonell smiing med lukket form gjør den attraktiv for høyvolumproduksjon av komplekse deler som gir, vinkelgir og fjæringskomponenter.
Rullsmiing
Rullsmiing passerer en oppvarmet stålstang mellom to ruller med formede spor, reduserer tverrsnittet og forlenger det samtidig. Den brukes vanligvis som et forformingstrinn før smiing med lukket form, men det brukes også som en sluttprosess for koniske aksler, bladfjærer og skinnekomponenter. Prosessens kontinuerlige natur gjør den svært effektiv for langstrakte deler.
Opprørt smiing
Opprørt smiing øker tverrsnittsarealet til en stålstang eller stang ved å komprimere den langs aksen, forkorte lengden og øke diameteren i en bestemt sone. Bolter, bolter, ventiler og flensede aksler produseres på denne måten. Smimaskiner med høy hastighet kan produsere tusenvis av deler i timen, noe som gjør dette til en av de mest produktive smimetodene for festemidler og lignende maskinvare.
Kald smiing
I motsetning til metodene ovenfor, utføres kaldsmiing ved eller nær romtemperatur. Stålet herder under prosessen, noe som faktisk øker overflatens hardhet og styrke. Toleransene er eksepsjonelt tette (±0,05–0,1 mm), og overflatefinishen er utmerket, noe som ofte eliminerer behovet for dreiing eller sliping. Avveiningen er høyere pressekrefter som kreves og begrensninger på delens geometri og stålkvalitet. Stål med lavt karbon og middels karbon er best egnet for kaldsmiing.
Trinn-for-trinn: Hvordan stålsmiing utføres i praksis
Å kjenne til prosesstrinnene betyr noe om du designer en del for smibarhet eller reviderer en leverandørs produksjonsgulv. Her er hvordan en standard smisekvens i lukket stål går fra råmateriale til ferdig del.
- Materialvalg og Billet Preparation: Riktig stålkvalitet velges basert på de mekaniske egenskapskravene til den ferdige delen. Vanlige karakterer inkluderer 1045 (middels karbon, generell industri), 4140 (krom-molybden, høystyrke), 4340 (nikkel-krom-molybden, romfart) og 17-4 PH rustfritt (korrosjonsbestandig, høystyrke). Baren eller stangen kuttes til det beregnede volumet - litt overdimensjonert for å ta hensyn til tap og avleiringstap.
- Oppvarming: Billets lastes inn i en gassfyrt eller induksjonsovn og bringes til målsmiingstemperaturen. For de fleste karbon- og legeringsstål er dette 1150–1250°C. Temperaturensartethet på tvers av emnetverrsnittet er kritisk - en temperaturgradient på mer enn 50°C kan resultere i sprekker eller ufullstendig dysefylling. Induksjonsoppvarming er foretrukket for tett temperaturkontroll og redusert kalkdannelse.
- Avkalking: Varmt stål utvikler et oksidbelegg under oppvarming. Før smiing fjernes denne belegget med høytrykksvannstråler (typisk 100–200 bar) eller ved et første lett slag i formen, som bryter belegget og hindrer det i å presses inn i deloverflaten, noe som forårsaker overflatedefekter.
- Preforming (hvis nødvendig): Komplekse deler krever ofte ett eller flere forformingstrinn for å omfordele metallmassen nærmere den endelige formen før finishen. Dette reduserer matrisslitasjen og forbedrer metallflyten i det siste slaget. Preforming gjøres i separate dysehulrom på samme presse eller hammer.
- Finish smiing: Det forhåndsformede emnet overføres til det ferdige dysehulrommet og slås - enten med en hammer (gravitasjons- eller damphammer som gir gjentatte slag) eller en presse (mekanisk eller hydraulisk presse som gir et kontrollert enkeltslag). Stålet fyller hulrommet fullstendig, og flash-ekstruderer rundt skillelinjen.
- Blitstrimming: Mens den fortsatt er varm (eller etter avkjøling, for trimmepresser), plasseres smiingen i en trimmeform og blitsen slås av i et enkelt slag. For presisjonsdeler kan den trimmede smiingen slås på nytt i en dimensjoneringsdyse mens den fortsatt er varm for å korrigere eventuell tilbakefjæring og forbedre dimensjonsnøyaktigheten.
- Varmebehandling: Avhengig av stålkvaliteten og endelige krav til mekaniske egenskaper, gjennomgår smidde deler normalisering, gløding, bråkjøling og herding, eller løsningsbehandling og aldring. Herding og herding av 4140-stål kan for eksempel bringe strekkfasthet fra 655 MPa (normalisert) til over 1000 MPa.
- Maskinering: Selv nesten nettformet smiing krever vanligvis CNC-dreiing, -fresing, boring og sliping for å oppnå endelige dimensjonstoleranser, overflatefinish og egenskaper (gjenger, boringer, kilespor) som ikke kan smides direkte.
- Inspeksjon og testing: Ferdig smiing inspiseres dimensjonalt (CMM eller manuell måling), visuelt (overflatesprekker, overlapper, sømmer), og ofte ved ikke-destruktiv testing - magnetisk partikkelinspeksjon (MPI) for overflatedefekter, ultralydtesting (UT) for indre hulrom. Mekanisk testing på prøvekuponger verifiserer hardhet, strekkstyrke, slagfasthet og utmattingsytelse.
Stålkvaliteter som vanligvis brukes i smiing og deres egenskaper
Materialvalg er uatskillelig fra smiingsprosessen. Stålkvaliteten bestemmer smitemperaturområdet, dysens levetid, nødvendig pressekapasitet, varmebehandling etter smiing og til slutt ytelsen til den ferdige delen.
| Stålkvalitet | Smiing Temp Range | Strekkstyrke (Q&T) | Nøkkelapplikasjoner |
|---|---|---|---|
| AISI 1045 | 1 150–1 230 °C | ~570–700 MPa | Aksler, gir, koblinger |
| AISI 4140 | 1100–1230°C | ~900–1100 MPa | Flenser, borekrager, aksler |
| AISI 4340 | 1100–1200°C | ~1 000–1 500 MPa | Landingsutstyr, veivaksler, romfart |
| AISI 316 rustfritt | 1 149–1 260 °C | ~515–690 MPa | Ventiler, beslag, marin maskinvare |
| F51 Dupleks SS | 1050–1150°C | ~620–880 MPa | Undervannskomponenter, kjemisk anlegg |
| 17-4 PH Rustfri | 1040–1150°C | ~930–1310 MPa | Luftfart, medisinsk, pumpeaksler |
En praktisk merknad om smiing av rustfritt stål: austenittiske kvaliteter som 316 har høyere strømningsspenning enn karbonstål, noe som betyr at pressen trenger mer kapasitet for samme delstørrelse. De er også mer utsatt for strekkherding, noe som kan føre til sprekker hvis oppvarming mellom passeringer ikke gjøres riktig. Duplekskvaliteter er enda mer følsomme for temperatur – arbeid utenfor det smale smivinduet kan destabilisere ferritt-austenittbalansen og forringe korrosjonsmotstanden.
Nøkkeldesignregler for smidbare ståldeler
Deler designet uten smiing i tankene ender ofte opp med å koste betydelig mer å produsere, eller de klarer ikke å dra nytte av prosessens strukturelle fordeler. Ved å bruke disse designprinsippene fra starten unngår du dyre redesign senere.
Utkastvinkler
Alle vertikale flater i en smiing med lukket form trenger en trekkvinkel slik at delen kan kastes ut av formen. Standard trekk for stålsmiing er 5–7° på utvendige flater og 7–10° på innvendige flater . Funksjoner med null trekk eller negativ trekk krever mer kompleks verktøy med ejektorstifter eller delte dyser, noe som øker kostnadene betydelig.
Filet og hjørneradier
Skarpe indre hjørner skaper spenningskonsentrasjoner i dysen så vel som i den ferdige delen. En minimum innvendig filetradius på 3 mm er et praktisk utgangspunkt, med 6 mm eller større foretrukket i tungt belastede soner. Utvendige hjørneradier bør være minst 1,5 mm. Deler med riktig fileter viser utmattelseslevetid forbedringer på opptil 3× sammenlignet med de med skarpe overganger.
Plassering av skillelinje
Skillelinjen er der de to formhalvdelene møtes. Den bør plasseres i det største tverrsnittet av delen for å minimere dysedybden og blitz. En rett, flat skillelinje er det enkleste og billigste alternativet. Buede eller vinklede skillelinjer gir verktøykompleksitet, men kan være nødvendig for visse geometrier.
Snitttykkelsesvariasjon
Store variasjoner i tverrsnittstykkelse innenfor samme del skaper ujevn metallflyt under smiing. Tynne seksjoner fylles raskere og avkjøles raskere enn tykke, noe som fører til underfylling eller sprekker. Som en tommelfingerregel bør forholdet mellom maksimal og minimum veggtykkelse i en stålsmiing ikke overstige 4:1 uten nøye preformdesign for å forhåndsfordele materiale.
Kornstrømningsorientering
En av de mest betydningsfulle fordelene med stålsmiing fremfor støping eller stangbearbeiding er muligheten til å justere kornstrømmen med den høyeste spenningsretningen under bruk. En vevstang smidd med langsgående kornstrøm langs stangaksen har langt bedre utmattingsmotstand enn en maskinert fra stanglager, hvor kornet går på tvers over kritiske seksjoner. Design delen slik at den primære lastaksen er på linje med hovedsmiingsretningen.
Stålsmiing vs. støping vs. maskinering fra stanglager
Ingeniører står ofte overfor valget mellom smiing, støping og maskinering når de velger en produksjonsrute for strukturelle ståldeler. Hver metode har en distinkt ytelses- og kostnadsprofil.
| Kriterium | Stålsmiing | Casting | Maskinert stanglager |
|---|---|---|---|
| Strekkstyrke | Høy (kornraffinert) | Moderat (porøsitetsrisiko) | Bra (avhenger av karakter) |
| Tretthetsliv | Utmerket | Nedre (indre defekter) | Bra hvis kornet er justert |
| Geometrisk kompleksitet | Moderat | Høy | Høy (CNC) |
| Verktøykostnad | Høy (dies) | Moderat (patterns/molds) | Lav til ingen |
| Enhetskostnad ved høyt volum | Lavt | Lavt to moderate | Høy (material waste) |
| Interne defekter | Minimal (tomrom lukket) | Mulig (krymping, porøsitet) | Avhenger av barkvaliteten |
| Ledetid (prototype) | Lang (dyseproduksjon) | Moderat | Kort |
Beslutningen kommer vanligvis ned til tre faktorer: årlig produksjonsvolum, nødvendig mekanisk ytelse og delkompleksitet. For deler med komplekse indre passasjer eller underskjæringer vinner støping ofte på geometri alene. For store strukturelle deler innen bil, romfart eller olje og gass, vinner smiing nesten alltid på ytelse og livssykluskostnader. Maskinering fra stanglager gir mest mening for prototyper, veldig små partier eller deler som rett og slett er for små til å smi økonomisk.
Vanlige defekter i stålsmiing og hvordan man kan forhindre dem
Selv med korrekte prosessparametere kan stålsmiing utvikle defekter som kompromitterer strukturell integritet. Å vite hva som forårsaker hver defekt og hvordan man fanger den tidlig, forhindrer kostbare feltfeil.
Runder og folder
Runder dannes når en overflaterynke eller overheng brettes tilbake og smidd inn i deloverflaten uten å feste seg. De fremstår som lineære overflatedefekter, vanligvis parallelt med skillelinjen. Grunnårsaken er vanligvis feil preformform, overdreven flash eller dårlig metallstrømfordeling i dysen. Magnetisk partikkelinspeksjon oppdager pålitelig runder på overflaten. Forebygging krever riktig preformdesign og optimalisering av dysehulrom.
Underfylling
Underfylling betyr at dysehulrommet ikke ble fullstendig fylt med stål under smiing, og etterlot grunne fordypninger på delens overflate. Årsaker inkluderer utilstrekkelig emnevekt, for lav smitemperatur, overdreven flamme som bløter bort materialet før hulrommet fylles, eller utilstrekkelig pressekapasitet. Dimensjonsinspeksjon vil fange opp underfylling i de fleste tilfeller, men det fanges bedre opp i første produksjonskjøring med prøveseksjonering.
Sprekker
Overflatesprekker utvikles når stålet er smidd ved for lav temperatur (under overgangsområdet duktilt til sprøtt), når tøyningshastigheten er for høy, eller når stålet har for høyt svovel- eller fosforinnhold som fremmer varm korthet. Innvendige sprekker (sprengdefekter) oppstår når det utvikles strekkspenninger i kjernen under smiing, ofte i tunge partier. Ved å opprettholde smitemperatur over 1050°C for de fleste legert stål og unngå overdreven reduksjon per passering forhindrer de fleste sprekkfeil.
Avkarbonisering
Langvarig eksponering for luft ved høye temperaturer fører til at karbon diffunderer ut av ståloverflatelaget, og skaper en myk sone med lavt karbonnivå som reduserer hardhet og utmattelsesmotstand. Avkarboniseringsdybde på 0,3–0,8 mm er ikke uvanlig i deler som varmes opp i ovner med åpen flamme. Bruk av ovner med kontrollert atmosfære eller induksjonsoppvarming reduserer avkulling betydelig, og maskinering av det berørte laget er standard utbedring når det skjer.
Die Shift
Dyseforskyvning skjer når de øvre og nedre formhalvdelene er feiljustert under smiing, og produserer en del som er forskjøvet ved skillelinjen. Selv et skift på 0,5 mm kan føre til at en del mislykkes i dimensjonal inspeksjon. Regelmessige kontroller av dyseinnretting og riktig vedlikehold av nøkkelen forhindrer denne produksjonsfeilen.
Bransjer som er avhengige av stålsmiing og hvorfor
Etterspørselen etter stålsmiing er drevet av bransjer der strukturell svikt ikke er et alternativ. Å forstå hvor og hvorfor smiing er spesifisert hjelper kjøpere med å rettferdiggjøre verktøyinvesteringer og hjelper ingeniører å argumentere for smiing fremfor konkurrerende prosesser.
- Bil: Koblingsstenger, veivaksler, styreknoker, hjulnav, kamaksler og girkasser er nesten universelt smidd. En typisk personbil inneholder 35–45 kg smidde ståldeler. Utmattelsen og slagfastheten til smidd stål er årsaken til at disse sikkerhetskritiske komponentene ikke er støpt.
- Olje og gass: Borekroner, borekrager, BOP-komponenter, ventilhus, flenser (ANSI/ASME B16.5) og undervannskoblinger krever smiing for å tåle ekstremt nedihullstrykk (opptil 15 000 psi arbeidstrykk i enkelte applikasjoner) og korrosive miljøer. ASME/ANSI og API-standarder krever smiing for mange av disse komponentene.
- Luftfart: Landingshjulsstag, vingefestebeslag, motorfester og turbinskiver er smidd av høyfast legert stål og superlegeringer. Luftfartsindustriens strenge krav til sporbarhet, sertifiserte materialtestrapporter og ikke-destruktiv testing gjør smiing til standardvalget for strukturelle flyskrogkomponenter.
- Kraftproduksjon: Dampturbinrotorer, generatoraksler og trykkbeholderhoder i kjernefysiske og konvensjonelle kraftverk er blant de største smidingene som produseres - enkeltsmiing med åpen dyse kan veie 150–300 tonn. Materialintegriteten som kreves for komponenter som opererer under kombinert termisk og mekanisk påkjenning i 30–60 år, er kun oppnåelig gjennom kontrollert smiing og varmebehandling.
- Gruve- og anleggsutstyr: Bulldozer beltekoblinger, gravemaskinskuffepinner, steinknuserhammere og borestenger utsettes for alvorlig støt og slitasje. Smiing av høymangan og lavlegert stål motstår deformasjon og brudd under disse forholdene langt bedre enn støpte alternativer.
- Forsvar: Artilleriprosjektiler, pansergjennomtrengende penetratorer, tanksporkomponenter og pistolløp er smidd for å møte militære spesifikasjoner som krever spesifikk hardhet, seighet og dimensjonskonsistens som ikke kan oppnås ved andre prosesser.
Kvalitetsstandarder og sertifiseringer for stålsmiing
Ved å kjøpe stålsmiing uten å referere til gjeldende standarder, blir kjøpere utsatt for kvalitetsvariasjoner og deler som ikke er i samsvar. De viktigste standardene for stålsmiingskvalitet er verdt å vite før du skriver en innkjøpsordre.
- ASTM A668 / A668M: Standardspesifikasjon for smid av karbon og legert stål for generell industriell bruk. Dekker åtte klasser med krav til mekaniske egenskaper fra strekkfasthet på 485 MPa (Klasse D) opp til 830 MPa (Klasse L).
- ASTM A182: Dekker smidde eller valsede legerings- og rustfrie rørflenser, smidde beslag og ventiler for høytemperaturservice. Bredt referert i spesifikasjoner for olje og gass og kjemisk prosessering.
- ASTM A105: Standard for smiing av karbonstål for rørapplikasjoner ved omgivelsestemperaturer og høyere temperaturer. Dette er en av de vanligste spesifikasjonene for flenser og beslag i industrielle rørsystemer.
- API 6A / 6D: American Petroleum Institute standarder for brønnhode- og juletreutstyr (6A) og rørledningsventiler (6D). Disse standardene definerer materialklasser, testkrav og sporbarhetsdokumentasjon for smidde komponenter som brukes i hydrokarbonservice.
- AMS (Aerospace Material Specifications): SAE AMS-standarder som AMS 2750 (pyrometri for varmebehandling) og materialspesifikke AMS-kvaliteter (f.eks. AMS 6414 for 4340 stål) styrer smiing i romfart. Samsvar krever dokumentert ovnskalibrering, sertifiserte materialtestrapporter og første artikkelinspeksjon.
- ISO 9001 / IATF 16949: Sertifiseringer av kvalitetsstyringssystem for smileverandører for generell industri (ISO 9001) og bilindustrien (IATF 16949). Disse sertifiseringene indikerer at leverandøren har et dokumentert kvalitetssystem, men garanterer ikke i seg selv at produktet samsvarer med spesifikke mekaniske spesifikasjoner.
Be alltid om materialtestrapporter (MTR), dimensjonale inspeksjonsrapporter og NDE-rapporter med hver smiforsendelse. For kritiske bruksområder er vitnetesting i smiebutikken standard praksis innen romfart og kjernefysiske anskaffelser.
Ofte stilte spørsmål om stålsmiing
Hva er minimumsbestillingsmengden for smidde stålsmiinger med lukket form?
De fleste lukkede smibutikker setter en minimumsbestillingskvantitet (MOQ) på 100–500 stykker for nye verktøyprosjekter, selv om dette varierer etter delstørrelse og kompleksitet. For små, enkle deler vil noen butikker vurdere 50-delers prøvekjøringer. De høye verktøykostnadene er hovedbegrensningen - dysekostnadene fordelt på færre deler øker kostnadene per enhet betydelig. Åpen smiing har ingen praktisk MOQ-minimum siden ingen tilpasset verktøy er nødvendig.
Hvor lang tid tar det å få laget stålsmiinger?
For smiing med lukkede stanser med nytt verktøy er ledetidene vanligvis 10–16 uker: 4–6 uker for design og produksjon av dyse, 1–2 uker for smiing i første artikkel, og 2–4 uker for varmebehandling og maskinering av produksjonsdeler. Åpen smiing for store deler kan ta 8–20 uker avhengig av smibutikkkapasitet og tilgjengelighet av stålemne. Gjentatte bestillinger fra eksisterende dies er vanligvis 4–8 uker.
Kan rustfritt stål smi med samme utstyr som karbonstål?
Ja, de samme hammerne og pressene brukes, men rustfritt stål - spesielt austenittiske kvaliteter - krever høyere smikrefter enn karbonstål ved tilsvarende temperaturer på grunn av høyere strømningsspenning. En presse som er klassifisert for en spesifikk delstørrelse i karbonstål må kanskje nedvurderes eller delen deles opp i mindre operasjoner når du bytter til rustfritt. Dysens levetid er også vanligvis kortere ved smiing av rustfritt stål på grunn av høyere grensesnitttrykk og slipende oksidbelegg.
Er varmsmiing forskjellig fra varmsmiing?
Ja. Varmsmiing utføres i temperaturområdet mellom kaldsmiing og varmsmiing - typisk 650–950°C for stål. Ved disse temperaturene er strømningsspenningen lavere enn ved romtemperatur (gjør formingen lettere), men stålet danner ikke den tunge oksidskalaen man ser i varmsmiing. Resultatet er bedre overflatefinish og strammere toleranser enn varmsmiing, med lavere pressekrefter enn kaldsmiing. Varmsmiing brukes til deler med middels kompleksitet der overflatekvaliteten er viktig, men kaldsmiingskreftene ville være upraktisk høye.
Hvordan spesifiserer jeg en smiing riktig på en tegning?
En fullstendig smispesifikasjon på en tegning bør inkludere: stålkvaliteten (ASTM-, AISI- eller AMS-betegnelse), varmebehandlingstilstanden og påkrevd hardhet eller strekk-/flytestyrke, krav til trekkvinkel, minimumskrav til filet- og hjørneradier, overflatefinish (Ra-verdi) for smidde overflater, tillatt forlengelse ved skillelinjen, nødvendige NDE-metoder og gjeldende krav til testmateriale, MPI, UT.) Å referere til gjeldende ASTM-standard (f.eks. ASTM A668, Klasse F) knytter alle material- og testkrav sammen.